空間誤差補償介紹
空(kong)間(jian)誤(wu)差(cha)補(bu)償(chang)功(gong)能(neng)用(yong)於(yu)補(bu)償(chang)由(you)直(zhi)線(xian)軸(zhou)和(he)旋(xuan)轉(zhuan)軸(zhou)引(yin)起(qi)的(de)機(ji)床(chuang)的(de)三(san)維(wei)誤(wu)差(cha)。使(shi)用(yong)測(ce)量(liang)設(she)備(bei)測(ce)量(liang)直(zhi)線(xian)軸(zhou)和(he)旋(xuan)轉(zhuan)軸(zhou)移(yi)動(dong)後(hou)的(de)空(kong)間(jian)誤(wu)差(cha)���,將(jiang)測(ce)量(liang)結(jie)果(guo)的(de)誤(wu)差(cha)數(shu)據(ju)文(wen)件(jian)輸(shu)入(ru)至(zhi)NC後���,NCgenjuwuchashujuwenjianjisuanbuchangliang����,bingjiangjisuandezhixianzhouhexuanzhuanzhoudebuchangliangshuruqudongqihoujinxingbuchang。tongguobengongnengkeyijianqingjixiewuchadaozhidejiagongjingduxiajiang�,shixiangaojingdujiagong。
本功能為選項功能���,未開通選項功能時�����,不執行誤差補償。本功能在3直線軸為右手直角坐標係的機械中有效。
本能功為M800選項功能��,可以對直線軸和旋轉軸移動引起的誤差進行補償���,這裏僅介紹直線軸的空間誤差補償應用。
01 直線軸引起的誤差成分
隨直線軸移動����,1個直線軸有3個方向的平麵誤差(圖1的EXX,EYX,EZX)�����,有3個方向的姿勢誤差(圖1的EAX,EBX,ECX)�����,共計6個自由度的誤差。
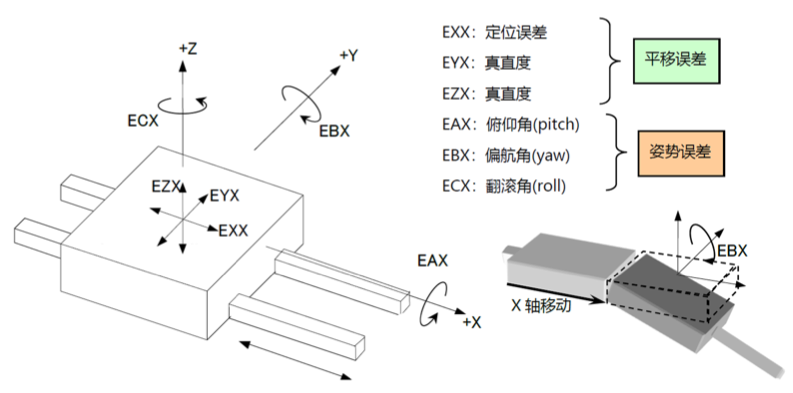
圖1 六個自由度成分(以X軸為例)
X/Y/Z軸各軸傾斜6個成分與工作台�、主軸的機械坐標係偏置(圖2 XOY,YOY,ZOZ)的3個誤差�,共計27個誤差。在本功能中�,可以補償這27個誤差成分引起的精度誤差。考慮誤差時的坐標係方向服從機械的機械坐標係。
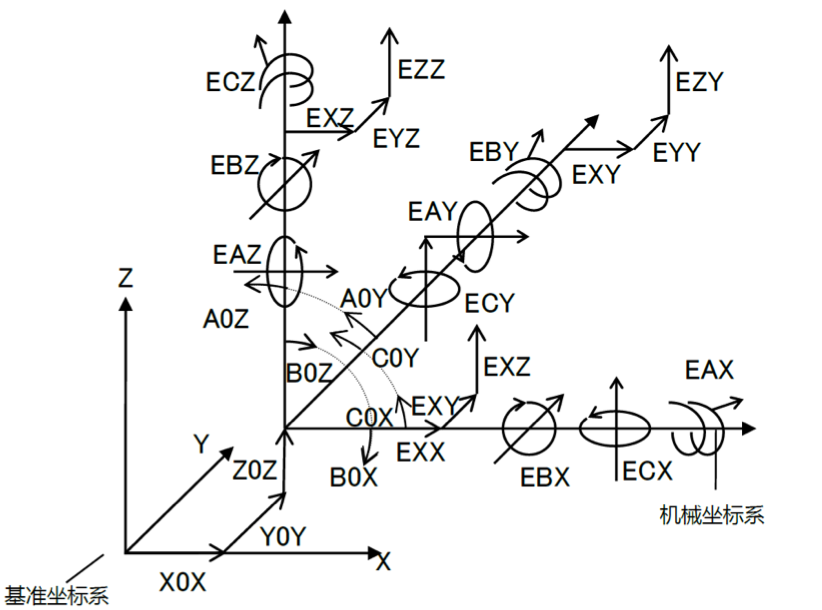
圖2 直線軸引起的27個誤差
02 測量結果輸入
使用測量設備(如激光幹涉儀)測量的誤差結果以文本形式�����,按照一定格式(如圖3)輸出��,並輸入NC係統(圖4)。
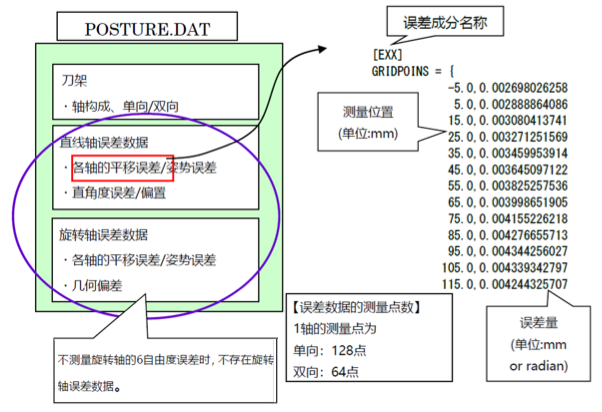
圖3 補償數據的格式(包含了直線軸存在的27種誤差)
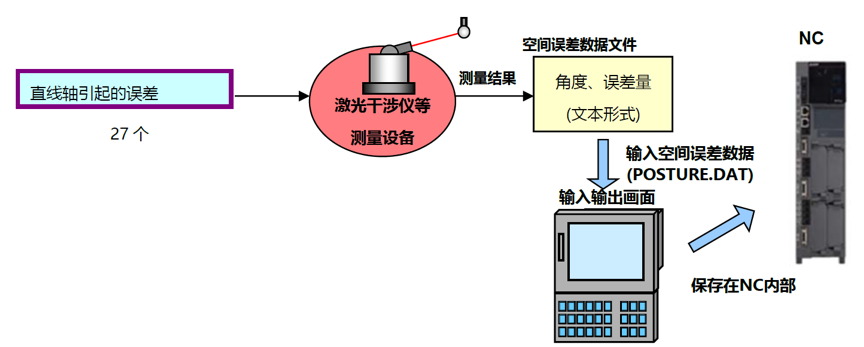
圖4 直線軸引起的誤差的測量結果的輸入方法
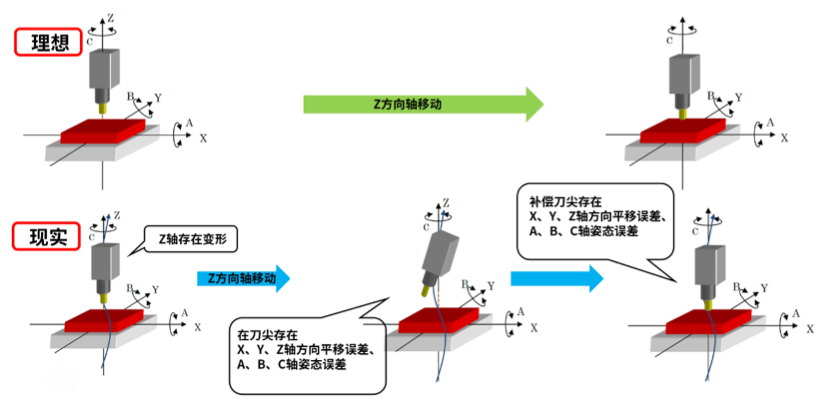
03 直線軸移動引起的誤差補償如下
04 與其他機械誤差補償的關係
kongjianwuchabuchanggongnengkeyuxianyoudejixiewuchabuchanggongnenggongtongshiyong�,shibaohanbufenxianyoubuchanggongnengdegongneng。yubengongnengxiangguandejixiewuchabuchanggongnengyougunzhusiganrepengzhangbuchanggongneng���、背隙補償功能���、位置依存漸增型背隙補償功能����、記憶式螺距誤差補償功能�����、記憶式相對位置誤差補償功能�、雙向螺距誤差補償功能�����、旋轉中心誤差補償功能等。它們的關係如下(圖5)。
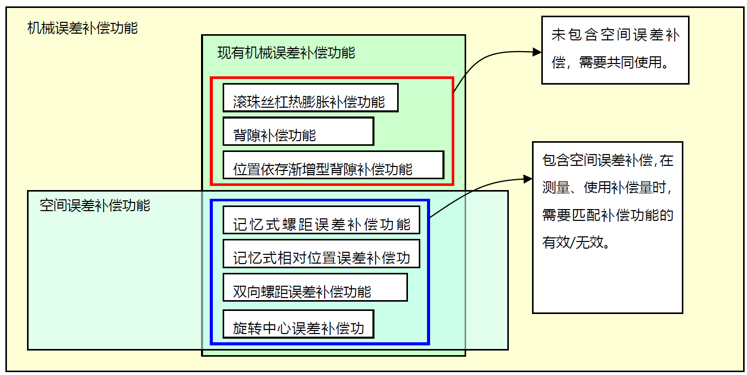
圖5 機械誤差補償功能的包含關係
05 適用機型
該功能為M800選項功能���;適用於銑床係。
06 結語
本功能不僅適用於直線軸�,也適用於旋轉軸。合理利用本功能�,能夠提高機床的切削精度。功能規格與詳情���,請聯係三菱電機CNC授權代理商。