傾斜麵加工中三維手動進給
隨(sui)著(zhe)產(chan)品(pin)加(jia)工(gong)的(de)多(duo)樣(yang)化(hua)����,越(yue)來(lai)越(yue)多(duo)的(de)客(ke)戶(hu)使(shi)用(yong)搖(yao)籃(lan)式(shi)轉(zhuan)台(tai)進(jin)行(xing)加(jia)工(gong)零(ling)件(jian)。但(dan)在(zai)轉(zhuan)台(tai)坐(zuo)標(biao)旋(xuan)轉(zhuan)後(hou)��,執(zhi)行(xing)手(shou)動(dong)進(jin)給(gei)移(yi)動(dong)軸(zhou)時(shi)軸(zhou)還(hai)是(shi)按(an)照(zhao)坐(zuo)標(biao)未(wei)旋(xuan)轉(zhuan)時(shi)的(de)方(fang)向(xiang)移(yi)動。
使用三菱電機數控係統三維手動進給功能����,能夠在坐標旋轉後按照旋轉後的坐標移動方向使軸移動(圖1)。
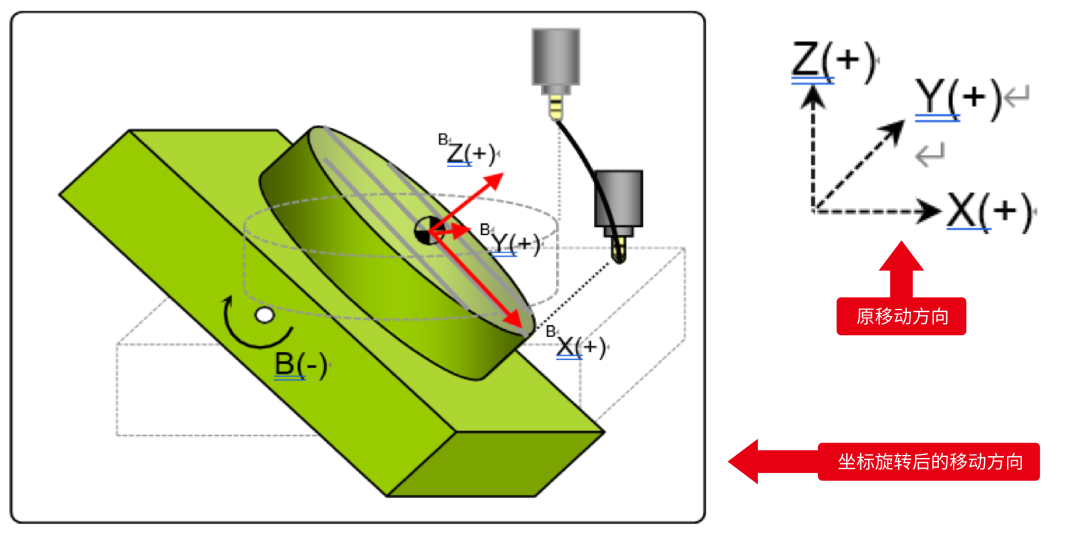
圖1
三維手動進給功能
本功能使用以下三種機構:
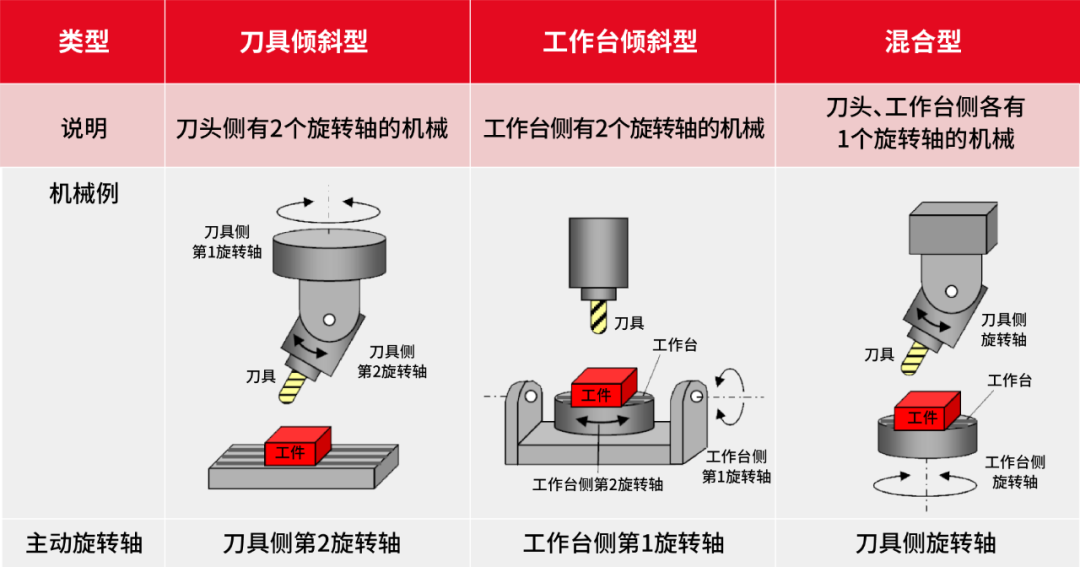
圖2
啟用該功能的要求��,必須全部滿足以下條件:
① 接通需要旋轉的坐標係PLC信號及手輪信號(圖3)。

圖3
② 組合式5軸4聯動加工機。
③ 參數 #1450 5axis_Spec/bit3 設置為 1(旋轉方向參數規格切換)。
④ 安裝的非 ISO 極性的旋轉軸的旋轉方向設置為“左旋螺紋方向”(圖4)(#7923 DIR_T1�����、#7933 DIR_T2�、#7943 DIR_W1���、#7953 DIR_W2 =1)。
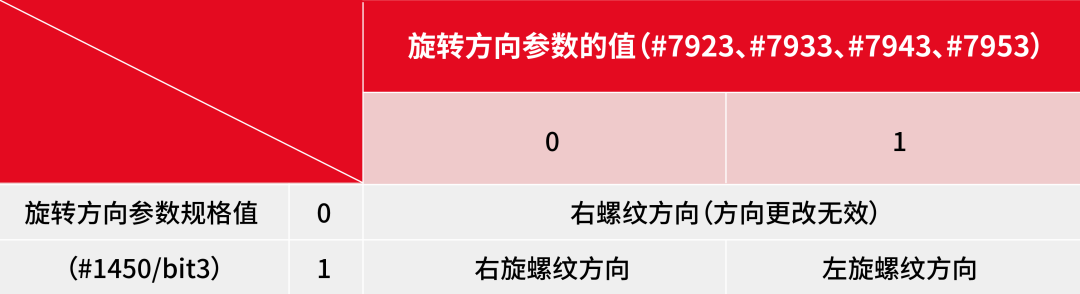
圖4
使用三維手動進給當全部滿足以下要求:
① 必須設置旋轉軸參數(#7900~~)����,且旋轉軸配置參數#7912 NO_MANUAL為 0(啟用三維手動進給)。
② 選擇點動�、增量或手輪模式 。
③ 選擇假設坐標係��,或選擇刀具中心點旋轉 。
④ 該狀態不是禁用軸移動的狀態之一�����,例如警報��、手動聯鎖和坐標軸已達到軟限製。
注意事項
如果當#1450 5axis_Spec/bit3設置為1(旋轉方向參數規格切換)且旋轉方向參數設置為“左旋螺紋方向”(#7923 DIR_T1�����、#7933 DIR_T2�、#7943 DIR_W1���、#7953 DIR_V2=1)時����,嚐試在非組合式機器中進行三維手動進給��,輸出操作警報“M01無效軸配置0186”。
關於三菱電機自動化(中國)有限公司
作為全球自動化領域的領導廠商�,三菱電機以其優秀的自動化產品和技術服務於全球各行業用戶。在中國�,三菱電機的PLC���、變頻器�、伺服���、CNC�����、低壓電器�、工業機器人����、加工機等產品運行在各行各業�,e-F@ctory智能製造解決方案構建出智能化工廠的框架並落地實施���,為中國經濟發展積極做出貢獻。
更多請詳見網站:https://www.mitsubishielectric-fa.cn/