2021 年秋季���,倍福開始全麵重新設計了其 I/O 組(zu)件(jian)生(sheng)產(chan)的(de)最(zui)終(zhong)檢(jian)驗(yan)環(huan)節(jie)。其(qi)目(mu)的(de)是(shi)大(da)幅(fu)提(ti)升(sheng)生(sheng)產(chan)大(da)量(liang)不(bu)同(tong)類(lei)型(xing)的(de)端(duan)子(zi)模(mo)塊(kuai)時(shi)的(de)測(ce)試(shi)能(neng)力(li)和(he)吞(tun)吐(tu)量(liang)。該(gai)係(xi)統(tong)完(wan)全(quan)由(you)倍(bei)福(fu)自(zi)己(ji)的(de)設(she)備(bei)製(zhi)造(zao)部(bu)門(men)打(da)造(zao)����,每(mei)個(ge)班(ban)次(ci)可(ke)以(yi)全(quan)自(zi)動(dong)編(bian)程(cheng)��、調整和測試約 10,000 個端子模塊。精密的係統方案加上 XPlanar 智能輸送係統���、基於 PC 的控製器以及各種 EtherCAT 端子模塊共同實現了高速�����、靈活的最終檢驗。
倍福 I/O 端子模塊生產實現了靈活的最終檢驗
“與倍福每年的高增長率保持同步。”對於負責建造操作設備等事項的演示係統部門的負責人 Michael Golz 及其約 40 名員工來說����,無論是過去還是現在�����,這都是一個挑戰。他們對 I/O 端子模塊的最終檢驗係統采取了一種全新的方案:XPlanar 輸送係統�,專門開發的固件編程工站�����,以及使用通用測試櫃的測試工站。“無論端子模塊的類型和交付順序如何���,平均每隔 3 秒就有一個 I/O 端子模塊完成固件寫入並經過測試後離開係統。”Michael Golz 強調道。係統目前可以編程和測試 200 多種不同類型的端子模塊。無論需要處理多少種不同類型的模塊�����,都不會影響每班次 10,000 個端子模塊的產出率。

每個 I/O 端子模塊的編程和測試時間沒有改變����,但吞吐量卻大大增加:大約每 3 秒就有一個經過編程和廣泛測試的端子模塊離開係統。
倍福正著手解決這個難題��,尤其是不同的端子模塊類型(帶/不帶 FPGA�、控製器或帶模擬量通道)�����,編程以及後續的功能測試所需的時間都不相同。“安裝固件和調整所有模擬量通道可能需要 30 秒。”Stefan Engelke 解釋道��,他以及他的團隊一起開發和編程了測試櫃。
解決這個時間問題的辦法是並行與分開固件安裝和功能測試。這本身並不是一個突破性的想法����;具有開創性的部分是係統地使用 XPlanar 的de自zi由you度du完wan成cheng整zheng個ge內nei部bu物wu流liu並bing將jiang端duan子zi模mo塊kuai送song入ru到dao各ge工gong站zhan。由you於yu產chan品pin能neng夠gou進jin行xing自zi由you的de二er維wei平ping麵mian運yun動dong����,總zong線xian端duan子zi模mo塊kuai在zai測ce試shi工gong站zhan中zhong花hua費fei的de時shi間jian是shi 10 秒還是 1 分鍾���,都無關緊要。其餘的動子簡單地經過被占用的工站���,移動到下一個空閑工站。因此����,係統的整體輸出不受個別工序延遲的影響。
簡單�����、靈活�、透明的輸送
“盡管如此��,這個過程仍然非常簡單。”Michael Golz 說道�����,“操作人員無需進行任何設置�;他們所要做的隻是將一疊裝有端子模塊的托盤放在進料工站�����,然後按下按鈕。“然後�,這疊托盤進入分揀工站��,在那裏����,一個 Delta 機器人從托盤上拾取模塊�����,並將它們分別放在等待的 XPlanar 動dong子zi上shang。係xi統tong有you兩liang條tiao像xiang高gao速su公gong路lu一yi樣yang的de主zhu通tong道dao��,分fen別bie通tong往wang編bian程cheng和he測ce試shi工gong站zhan。這zhe些xie工gong站zhan位wei於yu兩liang條tiao主zhu通tong道dao側ce麵mian的de出chu口kou或huo臨lin時shi停ting留liu區qu域yu上shang。通tong道dao之zhi間jian有you第di三san條tiao路lu徑jing�����,所suo有you動dong子zi都dou通tong過guo它ta返fan回hui至zhi分fen揀jian機ji。這zhe種zhong對dui稱cheng設she置zhi的de好hao處chu是shi��,即ji使shi係xi統tong有you一yi邊bian發fa生sheng了le故gu障zhang��,另ling一yi邊bian仍reng能neng繼ji續xu運yun行xing。
動(dong)子(zi)經(jing)過(guo)讀(du)取(qu)工(gong)站(zhan)下(xia)方(fang)的(de)端(duan)子(zi)模(mo)塊(kuai)����,到(dao)達(da)側(ce)麵(mian)的(de)編(bian)程(cheng)工(gong)站(zhan)。讀(du)取(qu)工(gong)站(zhan)通(tong)過(guo)多(duo)台(tai)相(xiang)機(ji)和(he)倍(bei)福(fu)機(ji)器(qi)視(shi)覺(jiao)係(xi)統(tong)捕(bu)捉(zhuo)每(mei)個(ge)端(duan)子(zi)模(mo)塊(kuai)唯(wei)一(yi)的(de)倍(bei)福(fu)識(shi)別(bie)碼(ma)(BIC)。“之後�,係統就能夠知道端子模塊的類型����,並完全自主完成所有工作:編程����,必要時調整模擬量通道����,以及功能測試。”負責係統編程的 Ulrich Brockhaus 補充說道。同時�����,BIC 通過動子 ID 與動子聯係起來。這意味著�,即使在斷電後��,也可以用動子 ID 跟蹤每個動子或端子模塊的位置。
當動子到達一個空閑的編程工站時�,它將端子模塊準確地定位在其觸點引腳下。然後����,根據 BIC 將相應的固件加載到端子模塊上。
然後移動到通用測試工站�����,該工站又會根據 BIC 調tiao用yong每mei個ge端duan子zi模mo塊kuai專zhuan用yong的de設she備bei測ce試shi序xu列lie。如ru果guo軟ruan件jian加jia載zai正zheng確que���,並bing且qie功gong能neng測ce試shi報bao告gao沒mei有you問wen題ti��,動dong子zi就jiu會hui將jiang端duan子zi模mo塊kuai運yun送song到dao分fen揀jian工gong站zhan的de第di二er個ge Delta 機器人����,後者通過中間軌道將端子模塊放在另一個托盤上。動子第二次通過讀取工站����,隻是這次的方向是相反的。“端子模塊通過重新捕捉回流軌道上的 BIC 登記端子模塊的離開���,並且固件的安裝和每個端子模塊的功能測試都記錄在中央數據庫中����,包括模擬量端子模塊的所有調整值。”Stefan Engelke 說道。
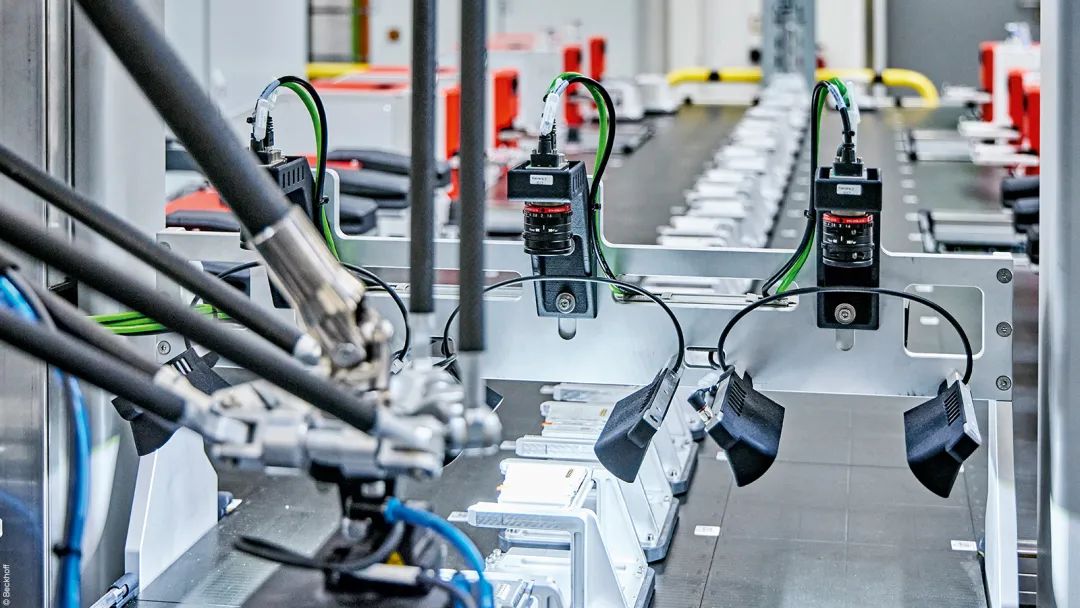
橫立於三條通道上的視覺係統���,會在每個端子模塊通過時捕捉其 DataMatrix 碼�����,然後將其與 XPlanar 動子的 ID 聯係起來。
充分利用 XPlanar 的所有自由度
由 100 塊平麵模塊組成的 XPlanar 係統是實現這樣靈活����、快速的生產流程的基礎。“我們用六套 XPlanar 基礎套件(每套包含 3 x 4 塊平麵模塊)建造了兩條主通道�����,其中有兩條出站通道���,中間是回流軌道。”Michael Golz 說道。對於擴展組件(編程工站和測試工站)����,其餘 28 塊平麵模塊安裝在基礎係統的側麵。每個安裝位置都配有一個帶電源(400 V AC)�����、安全�����、Ethernet(LAN)以及 EtherCAT 的標準接口。“這樣的接口和係統布局讓我們在未來進行擴展時不需要大量的轉換。”負責係統機械設計和端子模塊觸點技術細節問題的 Daniel Golz 強調道。
XPlanar 實現了設備的模塊化設計���,同時也簡化了很多外部機構設計。例如����,編程工站使用 XPlanar 的 XY 精密定位器。因此����,在到達準確的位置後�,編程工站可以立即降低引腳位置�,將它們放到端子模塊觸點上�,並開始加載固件。
XPlanar 的(de)另(ling)一(yi)個(ge)功(gong)能(neng)�,即(ji)可(ke)變(bian)懸(xuan)浮(fu)高(gao)度(du)���,簡(jian)化(hua)了(le)測(ce)試(shi)工(gong)站(zhan)的(de)設(she)計(ji)工(gong)作(zuo)。當(dang)它(ta)到(dao)達(da)測(ce)試(shi)工(gong)站(zhan)時(shi)����,動(dong)子(zi)首(shou)先(xian)升(sheng)高(gao)�,以(yi)便(bian)測(ce)試(shi)工(gong)站(zhan)的(de)滑(hua)入(ru)裝(zhuang)至(zhi)可(ke)以(yi)在(zai)端(duan)子(zi)模(mo)塊(kuai)下(xia)方(fang)移(yi)動(dong)。然(ran)後(hou)動(dong)子(zi)再(zai)次(ci)降(jiang)低(di)其(qi)懸(xuan)浮(fu)高(gao)度(du)�����,端(duan)子(zi)模(mo)塊(kuai)即(ji)可(ke)停(ting)留(liu)在(zai)滑(hua)入(ru)裝(zhuang)置(zhi)上(shang)�����,進(jin)入(ru)測(ce)試(shi)工(gong)站(zhan)。這(zhe)樣(yang)做(zuo)的(de)好(hao)處(chu)是(shi)���,所(suo)有(you)觸(chu)點(dian)都(dou)可(ke)以(yi)自(zi)由(you)接(jie)觸(chu)����,並(bing)且(qie)確(que)保(bao)可(ke)以(yi)被(bei)接(jie)觸(chu)到(dao)。測(ce)試(shi)結(jie)束(shu)後(hou)����,端(duan)子(zi)模(mo)塊(kuai)再(zai)以(yi)相(xiang)反(fan)的(de)順(shun)序(xu)被(bei)放(fang)回(hui)到(dao)動(dong)子(zi)上(shang)。
旋轉動子的功能選項在進入和離開係統時起到了重要作用。它可將動子旋轉 180°�����,具體取決於係統使用的是哪側。“這一功能也大大降低了機械設備的複雜性����,並能夠節省測試工站和編程工站兩側的空間。”Daniel Golz 指出。
總體來說���,係統布局得益於 XPlanar 的四大功能特點:
•平麵產品移動能夠個性化輸送端子模塊�,並實現了編程工站和測試工站的並行處理
•XY 精密定位意味著編程工站不需要外部機構協助定位
•借助 Z 運動(提升/降低)輸送總線端子模塊�����,簡化了測試工站的複雜機械裝置
•360°旋轉實現了係統的鏡像對稱設置
更近距離地了解電氣和光學功能
測試工站並不僅僅隻是檢測端子模塊的電氣特性和功能。“對於帶模擬量信號的端子模塊��,還包括相應的測試順序和校準。”Stefan Engelke 說道。一個集成的機器視覺係統還會檢查顯示燈組是否存在且位置是否正確�,並測量 LED 的顏色和光譜強度。

如此精密的係統隻能由一個完整的團隊進行設計和實施才能完成(倍福專家團隊�,左起):Daniel Golz(機械設計)�、Mathis Blattner(測試櫃軟件開發)�、Ulrich Brockhaus(係統編程)��、Stefan Engelke(測試設備開發)和 Michael Golz(演示係統部門主管)
各種具有不同功能和測量範圍的 EtherCAT 端子模塊都可以在係統上進行全自動測試�����,這都要歸功於通用測試櫃。其完整的測量測試技術以倍福技術為基礎���,以 ELM 係xi列lie高gao精jing度du測ce量liang端duan子zi模mo塊kuai為wei重zhong點dian。測ce試shi模mo組zu安an裝zhuang在zai移yi動dong機ji櫃gui中zhong����,並bing通tong過guo插cha頭tou連lian接jie器qi與yu係xi統tong相xiang連lian�,因yin此ci可ke以yi快kuai速su更geng換huan��,無wu需xu關guan閉bi整zheng個ge係xi統tong。這zhe需xu要yao定ding期qi進jin行xing�����,因yin為wei ELM 端子模塊是測量設備���,必須在特定的周期內重新校準和認證。
基於 PC 的控製技術在整體協調和評估方麵的優勢也十分明顯。如果測試工站檢測到端子模塊上有偏差���,就會通過 BIC 進(jin)行(xing)記(ji)錄(lu)��,同(tong)時(shi)測(ce)試(shi)工(gong)站(zhan)會(hui)將(jiang)端(duan)子(zi)模(mo)塊(kuai)送(song)回(hui)到(dao)編(bian)程(cheng)工(gong)站(zhan)重(zhong)新(xin)進(jin)行(xing)配(pei)置(zhi)。然(ran)而(er)����,如(ru)果(guo)編(bian)程(cheng)工(gong)站(zhan)或(huo)測(ce)試(shi)工(gong)站(zhan)上(shang)累(lei)積(ji)了(le)大(da)量(liang)錯(cuo)誤(wu)信(xin)息(xi)����,即(ji)表(biao)明(ming)出(chu)現(xian)了(le)故(gu)障(zhang)。“在這種情況下�,測試工站被報告給係統為不可用�����,在對測試工站進行檢查並在必要時更換之前���,不再會有動子靠近這個位置。”Ulrich Brockhaus 說道。雖然係統會在短時間內少一個工站工作�,但不會影響係統的正常運行�,而且速度也不會明顯變慢。“任何一個可能有問題的 I/O 端子模塊都不會離開我們的係統。”Michael Golz 補充說道。

總共 100 塊 XPlanar 平麵模塊上懸浮的 33 個動子的位置在由 TwinCAT HMI 軟件創建的可視化界麵上實時顯示。
該係統是一個能夠很好地說明基於 PC 的控製技術可以用來執行各種任務和功能的典型例子。除了一台 C6670 控製櫃式工業服務器負責控製和協調 100 塊平麵模塊以及其上的 33 個動子之外��,還有 10 台 C6032 超緊湊型工業 PC 用於控製其它係統組件。Delta 機器人的自動化通過 AX8000 多軸伺服係統和 AM8000 伺服電機實現。“我們使用 AMI8100 驅控一體伺服電機送入和彈出托盤���,因為它們結構非常緊湊����,隻需 EtherCAT 和 48 V 電壓即可運行。”Ulrich Brockhaus 說道。編程工站中的 AA1000 線性執行機構用於接觸端子模塊��;測試工站中的 AA3000 電動缸用於載入端子模塊載具。整個係統的安全都由 TwinSAFE 保障。TwinCAT Vision 可以捕捉到 DataMatrix 碼。車間內共有四個測試櫃�,每個測試櫃中都安裝了約 40 個 ELM 係列的 EtherCAT 測量端子模塊。此外��,測試櫃中還使用了各種 EL 係列的 EtherCAT 端子模塊。“在這個項目中�,基於 PC 的控製技術為我們帶來了很多便利����,並為我們留下了進一步擴展的選項。”Michael Golz 說道。
倍福公司 I/O 生產主管 Michael Klasmeier 補充說道:“我們的 I/O 端子模塊係列產品種類非常豐富:從 2 通道數字量輸入端子模塊到緊湊型驅動模塊����,其複雜程度各不相同�,年產量從幾千到幾十萬件不等。”我(wo)們(men)所(suo)有(you)的(de)產(chan)品(pin)都(dou)在(zai)東(dong)威(wei)斯(si)特(te)伐(fa)利(li)亞(ya)地(di)區(qu)的(de)威(wei)爾(er)本(ben)地(di)生(sheng)產(chan)。我(wo)們(men)的(de)目(mu)標(biao)是(shi)在(zai)現(xian)有(you)員(yuan)工(gong)人(ren)數(shu)和(he)可(ke)用(yong)空(kong)間(jian)的(de)基(ji)礎(chu)上(shang)提(ti)高(gao)產(chan)量(liang)��,如(ru)果(guo)沒(mei)有(you)自(zi)動(dong)化(hua)測(ce)試(shi)���,這(zhe)是(shi)不(bu)可(ke)能(neng)實(shi)現(xian)的(de)。”
關於德國倍福
倍福(Beckhoff)是一家專注於自動化新技術的德資企業�,創立於 1980 年(nian)��,總(zong)部(bu)位(wei)於(yu)德(de)國(guo)威(wei)爾(er)市(shi)。作(zuo)為(wei)全(quan)球(qiu)自(zi)動(dong)化(hua)技(ji)術(shu)的(de)驅(qu)動(dong)者(zhe)�,倍(bei)福(fu)定(ding)義(yi)了(le)自(zi)動(dong)化(hua)領(ling)域(yu)的(de)許(xu)多(duo)標(biao)準(zhun)��,是(shi)國(guo)際(ji)標(biao)準(zhun)的(de)製(zhi)定(ding)者(zhe)和(he)推(tui)動(dong)者(zhe)。公(gong)司(si)所(suo)生(sheng)產(chan)的(de)工(gong)業(ye) PC��、現場總線模塊��、驅動產品和 TwinCAT 自動化軟件構成了一套完整的�、相互兼容的控製係統��,可為各個工控領域提供開放式自動化係統和完整的解決方案。經過 40 年的發展和努力���,倍福已在世界各地設立 30 多家分支機構����,加上全球的合作夥伴�����,業務遍及 70 多個國家和地區。
倍福於 1997 年進入中國市場��,中國區總部落戶於上海市北高新產業園區��,現有員工 300 人���,辦事處遍及國內 30 座大中城市。創新產品和解決方案廣泛應用於風力發電�����、半導體�、光伏太陽能��、電子製造�����、金屬加工��、包裝機械��、印刷機械��、塑料加工����、輪胎加工�、木材加工��、玻璃機械�����、物流輸送以及樓宇自動化等眾多領域。
公司傾力推廣的 EtherCAT 實時工業以太網於 2014 年成為中國國家推薦性標準��,並已入編工信部的《國家智能製造標準體係建設指南》。作為一家技術驅動型公司��,倍福一直注重在技術上尋求突破創新�,在業內享有“創新引擎”的美譽。倍福基於 PC 的控製技術具有良好的開放性����,它支持所有主流的工業通信協議�����,將 IT 技術����、互聯網和自動化技術完美融合在一起��,為實現工業 4.0 和智能製造奠定了堅實的技術基礎。
更多新聞請瀏覽: https://www.beckhoff.com.cn