本文來源:三菱電機自動化中國微信公眾號
現場課題
在車床加工中�,有時會遇到這種情況:加工工件原料由於長度不同���,每次上料需要調整所有刀具長度補償值�,浪費了大量時間。
怎麼辦���?
這種情況可以使用以G54為基準的基準刀對刀方法。
有沒有更好的解決方案���?
還可以使用W偏(pian)移(yi)功(gong)能(neng)��,將(jiang)整(zheng)個(ge)刀(dao)具(ju)位(wei)置(zhi)整(zheng)體(ti)前(qian)移(yi)或(huo)後(hou)移(yi)。相(xiang)比(bi)基(ji)準(zhun)刀(dao)對(dui)刀(dao)����,使(shi)用(yong)此(ci)種(zhong)整(zheng)體(ti)偏(pian)移(yi)方(fang)法(fa)在(zai)使(shi)用(yong)任(ren)意(yi)刀(dao)具(ju)時(shi)均(jun)可(ke)對(dui)刀(dao)具(ju)位(wei)置(zhi)進(jin)行(xing)整(zheng)體(ti)移(yi)動(dong)。對(dui)於(yu)操(cao)作(zuo)者(zhe)可(ke)以(yi)減(jian)少(shao)上(shang)下(xia)料(liao)後(hou)重(zhong)新(xin)對(dui)刀(dao)時(shi)間(jian)�����,提(ti)高(gao)生(sheng)產(chan)效(xiao)率(lv)。
該功能適用機型有哪些����?
該功能在三菱電機M80��、E80係統均可使用。
W偏移的使用方法
W偏移有兩種使用方式:一是直接輸入偏移量��,二是使用測量獲得更精確的偏移量。
一���、直接輸入偏移量
首先�����,進入圖1主界麵��,點擊下方W偏移菜單。
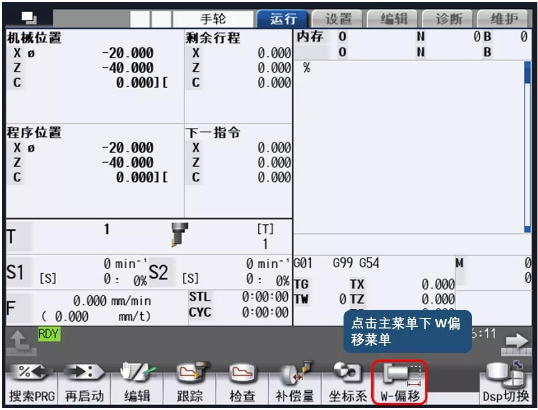
圖 1
進入後出現輸入刀具偏移值的界麵。在該界麵����,選擇增量或絕對的方式輸入坐標偏移值。如圖2��,在X方向輸入10��,之後執行程序���,程序中所有刀具的整體位置向X軸正方向偏移10mm。
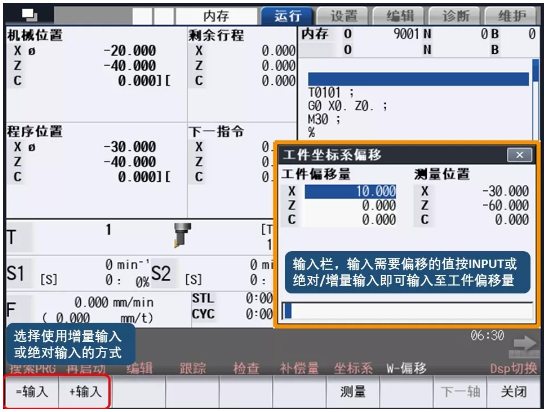
圖 2
二�����、使用測量獲得精確的偏移量
測(ce)量(liang)需(xu)要(yao)了(le)解(jie)當(dang)前(qian)刀(dao)具(ju)的(de)長(chang)度(du)����,係(xi)統(tong)中(zhong)一(yi)把(ba)刀(dao)具(ju)可(ke)以(yi)對(dui)應(ying)多(duo)個(ge)刀(dao)具(ju)補(bu)償(chang)值(zhi)���,故(gu)使(shi)用(yong)前(qian)需(xu)對(dui)刀(dao)具(ju)的(de)默(mo)認(ren)刀(dao)補(bu)編(bian)號(hao)進(jin)行(xing)指(zhi)定(ding)��,否(fou)則(ze)點(dian)擊(ji)測(ce)量(liang)按(an)鍵(jian)將(jiang)出(chu)現(xian)圖(tu)3中顯示的“設定錯誤”提示。
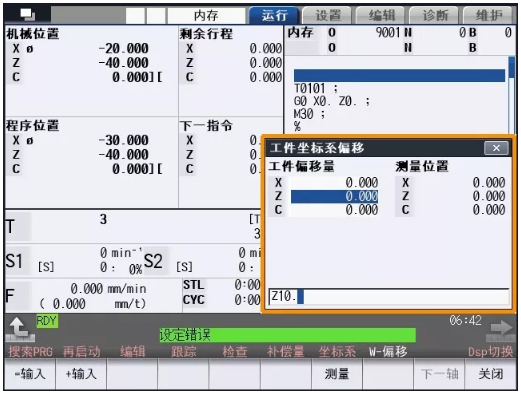
圖 3
設置刀具的默認刀補值需要進入圖4中 SETUP界麵中的T管理界麵。
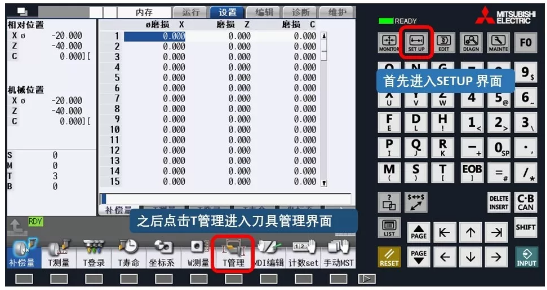
圖 4
進入刀具管理畫麵如圖5��,以對3號刀進行登錄為例����,首先將光標移動至空白的位置��,點擊詳細顯示。
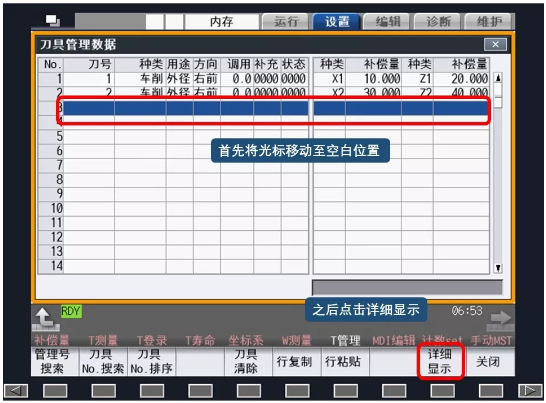
圖 5
出現如下圖6顯示界麵���,在界麵輸入刀號3��,即可登錄刀具��,刀具的默認刀長與磨耗補償編號與刀號相同��,如圖7����,刀具種類和其他詳細信息可通過菜單欄切換��,如需繼續登錄其他刀具請按菜單切換鍵。
刀具登錄僅需第一次使用時進行��,每把刀具登錄一次����,之後再次進行W偏移測量無需重複登錄。
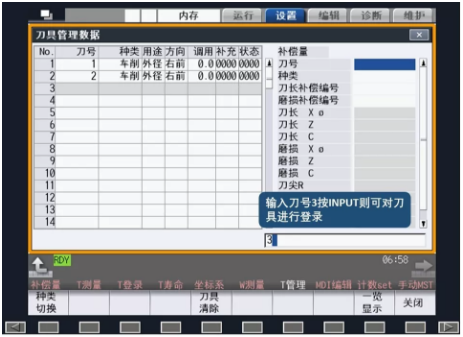
圖 6
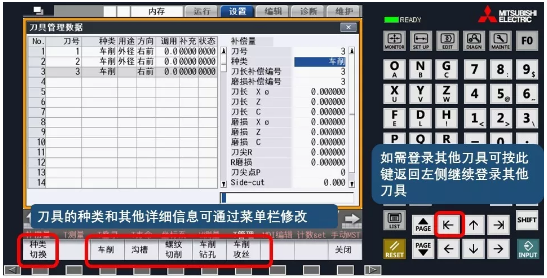
圖 7
刀具登錄後返回W偏移菜單�����,首先切換刀具至三號刀�����,在之前的設定中��,3號刀的刀具補償編號為默認的3。此時Z方向刀具長度設定為60。

圖 8
手動將刀具移動至需要偏移的工件頂點�,在這裏移動至機械位置-40的位置。如圖9�,輸入Z0.(即此位置為刀具Z向原點���,也可輸入其它軸或坐標位置)�,點擊測量����,測量結果為-100���,刀具偏移測量完成。
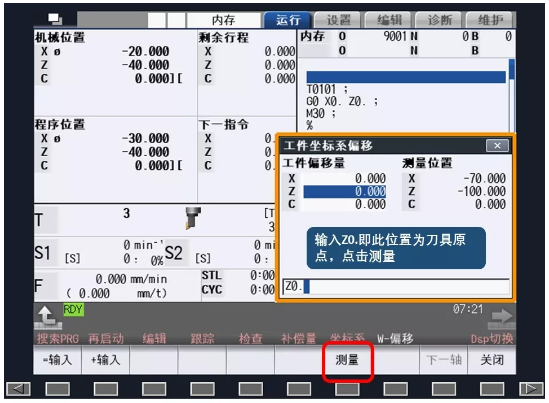
圖 9
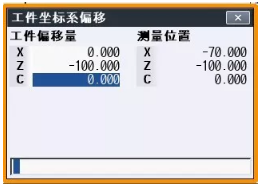
圖 10
以上為W偏移功能基本使用方法��,活用該功能可提高重複上下料時的加工效率�,縮短操作時間。
注意
如更換刀具����,重新對刀前請務必將工件偏移量中的值清0��,否則會影響對刀位置���,產生危險。