本文來源:三菱電機自動化中國微信公眾號
操作人員在對工件進行錐度加工時�����,經常會碰到加工幹涉�����、內圓弧過切�、直線圓弧過渡不平滑等問題��,導致工件無法達到標準。在這裏��,我們從編程的角度來幫助大家解決類似的問題。
01 初步判斷
首先請自行判斷���,要加工工件是否符合錐度加工的工藝����,或使用錐度加工時是否滿足某一方麵需求。
02 直線與內圓弧相切
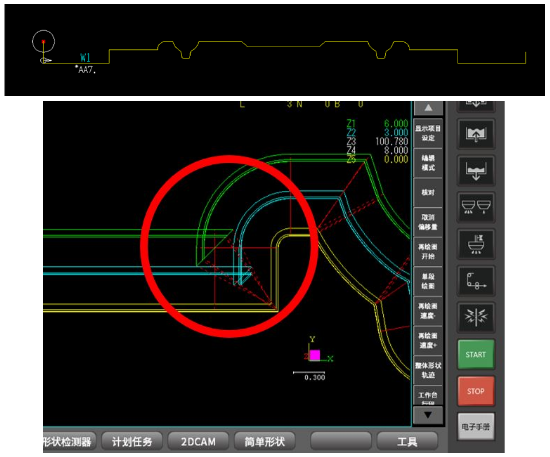
圖片之中顯示的就是直線和圓弧相交位置處��,產生了幹涉情況���,如果加工���,工件就會發生過切現象。
為了避免此種情況����,可以對該圓弧在錐度設定中��,使用上下同R的錐度加工模式�����,再生成程序�,如下圖:
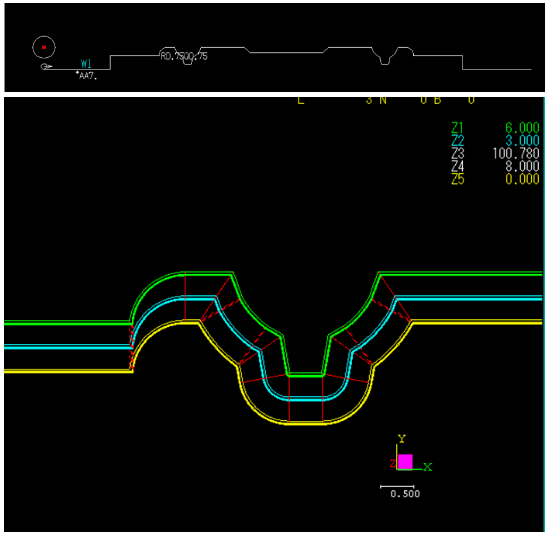
從圖形檢驗中�����,我們就可以發現�����,原程序中��,幹涉的部分已經消失�����,用此程序進行加工�����,便不會出現過切的問題。

03 直線與內圓弧相交
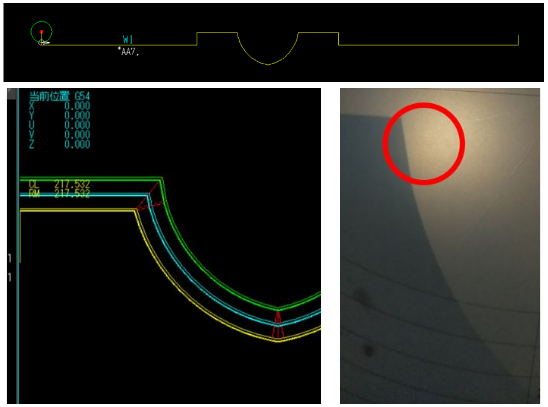
圖中圓弧和直線相交處�����,編程時有一小段的過渡�����,UV���、XY軸在此擺動幹涉�����,會導致切出一小段的直線。
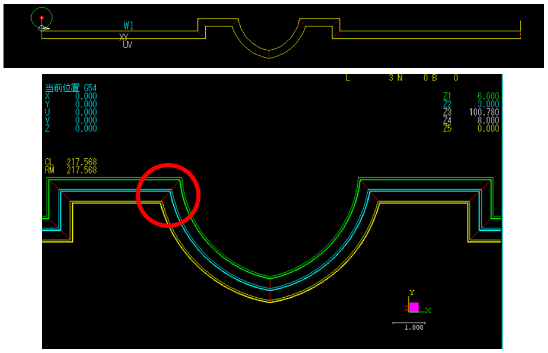
對此����,使用上下異型的加工方式���,在保證錐度的前提下�,使上下表麵圓弧與圓弧��、直線與直線一一對應。這樣��,在加工過程中就不出現交叉�、幹涉等現象。
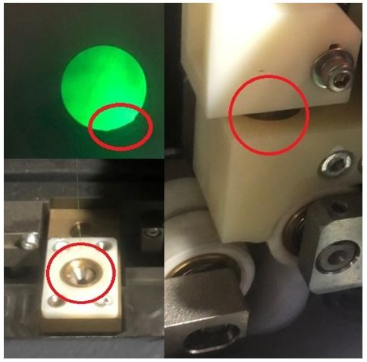
04 輔助導絲嘴的消耗
機床上機頭穿絲總共有三個輔助導絲嘴��,在長時間加工錐度的情況下�����,輔助導絲嘴會嚴重磨損�����,導致加工尺寸�、精度出現問題。
加jia工gong機ji的de加jia工gong精jing度du受shou到dao諸zhu多duo因yin素su影ying響xiang����,設she備bei的de檢jian查zha和he保bao養yang能neng提ti前qian發fa現xian問wen題ti�,避bi免mian設she備bei意yi外wai停ting機ji��,或huo者zhe加jia工gong中zhong斷duan造zao成cheng損sun失shi。因yin此ci�����,需xu要yao定ding期qi檢jian查zha���,定ding期qi更geng換huan以yi保bao證zheng加jia工gong。