本文來源:三菱電機自動化中國微信公眾號
三菱電機精密加工
在日常精密加工中���,經常會遇到有加工比較小的孔�����,比如直徑1mm以下的圓孔。加工這類小孔的時候由於廢料特別小�����,容易在取廢料的時候出現卡進下機頭����、切落不完整�����、廢料無法取出的問題。
三菱電機無屑加工功能
完美解決這一難題
視頻中可清晰看到無屑加工功能的操作步驟。
在遇到小孔精密加工時�����,使用無屑加工模式��,有效避免廢料產生。
下麵為大家詳解無屑加工功能的操作步驟。
無屑加工功能操作方法
01 正常製作程序
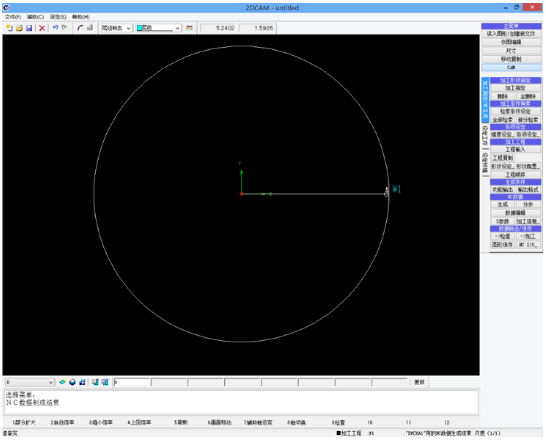
圖 1
02 檢索條件
由(you)於(yu)機(ji)器(qi)版(ban)本(ben)不(bu)同(tong)����,檢(jian)索(suo)界(jie)麵(mian)也(ye)不(bu)同(tong)�,如(ru)果(guo)檢(jian)索(suo)界(jie)麵(mian)沒(mei)有(you)無(wu)屑(xie)檢(jian)索(suo)按(an)鍵(jian)����,請(qing)點(dian)擊(ji)工(gong)程(cheng)輸(shu)入(ru)���,右(you)鍵(jian)圖(tu)中(zhong)位(wei)置(zhi)將(jiang)加(jia)工(gong)的(de)第(di)一(yi)刀(dao)加(jia)工(gong)類(lei)型(xing)設(she)置(zhi)成(cheng)無(wu)屑(xie)模(mo)式(shi)即(ji)可(ke)。

圖 2
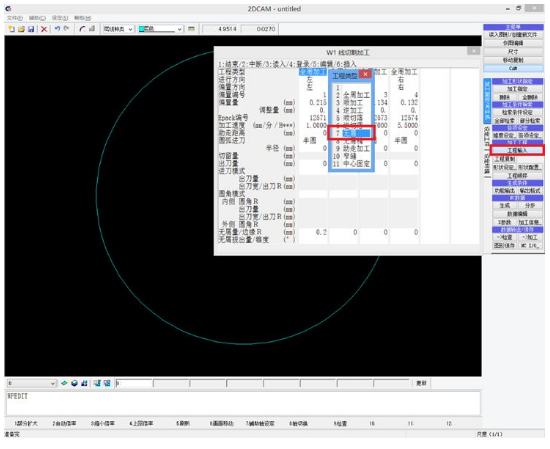
圖 3
03 第一刀程序設置
然後設置第一刀餘量(無屑量/邊緣R)����,一般推薦設置為第一刀偏執量。
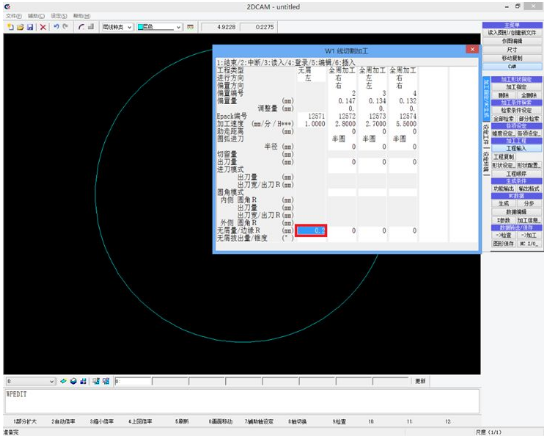
圖 4
生成的效果如下:
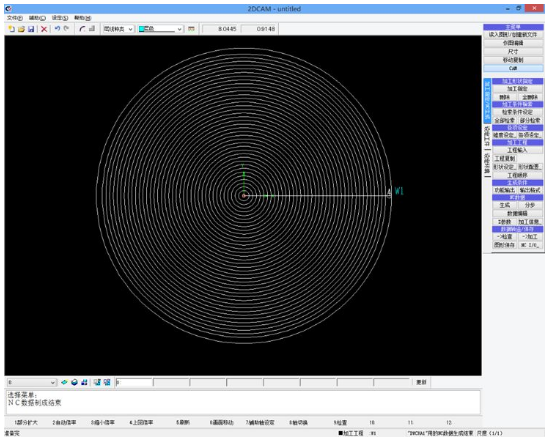
圖 5
04 無屑加工第一刀設置
當(dang)需(xu)要(yao)設(she)置(zhi)無(wu)屑(xie)加(jia)工(gong)每(mei)一(yi)刀(dao)間(jian)距(ju)時(shi)��,點(dian)開(kai)功(gong)能(neng)輸(shu)出(chu)��,選(xuan)擇(ze)的(de)選(xuan)項(xiang)為(wei)圖(tu)中(zhong)所(suo)示(shi)位(wei)置(zhi)。電(dian)極(ji)絲(si)直(zhi)徑(jing)與(yu)自(zi)動(dong)無(wu)屑(xie)係(xi)數(shu)的(de)乘(cheng)積(ji)就(jiu)是(shi)每(mei)一(yi)刀(dao)的(de)間(jian)隔(ge)量(liang)。一(yi)般(ban)情(qing)況(kuang)自(zi)動(dong)無(wu)屑(xie)係(xi)數(shu)推(tui)薦(jian)設(she)置(zhi)為(wei)0.5���,即電極絲半徑。

圖 6
精密加工中����,更加需要各項功能的靈活運用��,才能達到預期的加工效果。如需了解相關技術課題��,歡迎留言建議!三菱電機未來將一如既往地分享使用技巧�,以及在高難度加工中所積累的經驗�,為您做好技術支持和服務!