zaisanweijiguangjiagongjideshengchanguochengzhong����,kehuwangwanghuifashengjiagongtoupengzhuangdeqingkuang。pengzhuangyidanfashenghou��,yanzhongdekenenghaixuyaozhuanyeshouhouweixiurenyuandaochangduijiagongjijinxingfuyuan�����,bujindanwushengchangongqihaihuichanshengyixie維修費用。
怎樣預防加工頭碰撞?
經jing過guo多duo年nian的de經jing驗yan與yu技ji術shu的de積ji累lei����,三san菱ling電dian機ji在zai生sheng產chan過guo程cheng中zhong逐zhu漸jian完wan善shan了le一yi套tao自zi有you的de獨du特te方fang法fa�����,下xia麵mian就jiu為wei大da家jia具ju體ti講jiang解jie哪na些xie情qing況kuang下xia會hui發fa生sheng碰peng撞zhuang����,及ji其qi預yu防fang的de方fang法fa。
一�、日常生產中的防碰撞措施
01 日常生產中的防碰撞措施
因修改後程序位置有偏差���,未使用示教器修正就開始切割���,加工頭高速移動引發碰撞(圖1)。

圖 1 未示教引起加工頭碰撞
防止碰撞措施:如ru執zhi行xing了le空kong間jian移yi位wei工gong件jian位wei置zhi發fa生sheng變bian化hua���,或huo工gong件jian尺chi寸cun更geng改gai過guo�,加jia工gong前qian必bi須xu使shi用yong示shi教jiao程cheng序xu��,及ji時shi檢jian查zha存cun在zai的de錯cuo誤wu並bing進jin行xing修xiu改gai��,保bao證zheng後hou續xu加jia工gong順shun利li進jin行xing。

圖2 示教檢查
02 程序錯誤導致的碰撞
因使用錯誤程序導致實際切割位置與程序不符合�,加工頭高速移動發生碰撞 (圖3)。
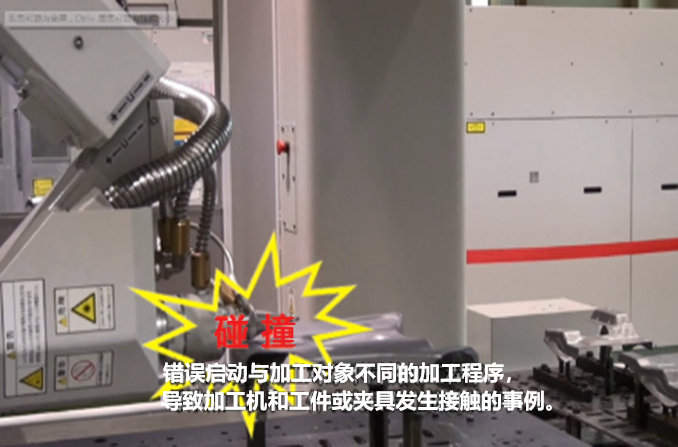
圖3 錯誤程序引起加工頭碰撞
防止碰撞措施:加工前在圖形檢查裏麵確認當前程序的圖形和實際零件是否匹配����,如果不是匹配程序���,請更換正確的程序進行加工����,防止加工頭碰撞(圖4)。
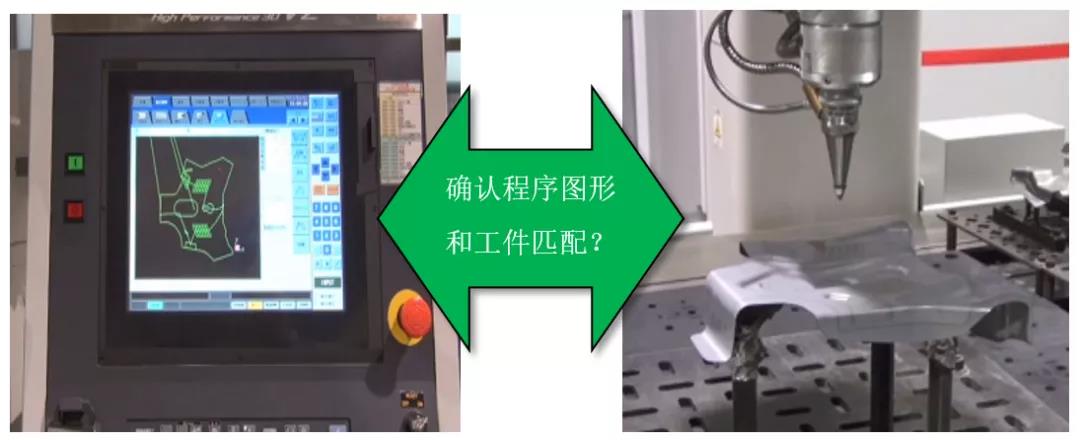
圖4 確認程序
03 工件變形導致的碰撞
因衝壓件回彈和開裂���,實際切割工件與數模不符��,示教和加工時加工頭和工件接觸���,因此發生碰撞(圖5)。
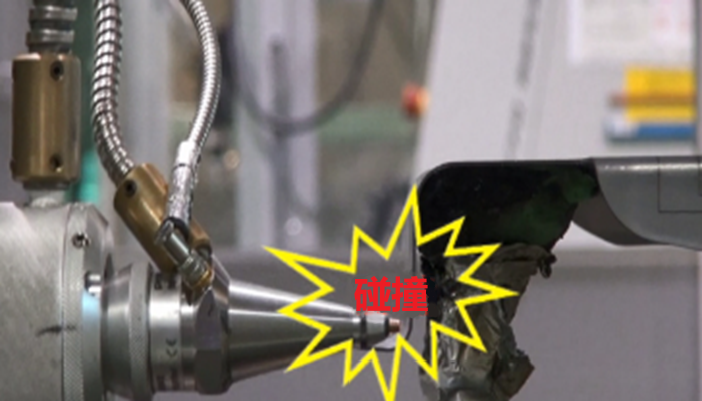
圖5 工件變形引起加工頭碰撞
防止碰撞措施:確認切割數模與實際工件是否匹配。切割前注意工件是否有褶皺或裂縫(圖6)示教時如有不確定的軸旋轉操作請使用慢速F300mm/min以下。
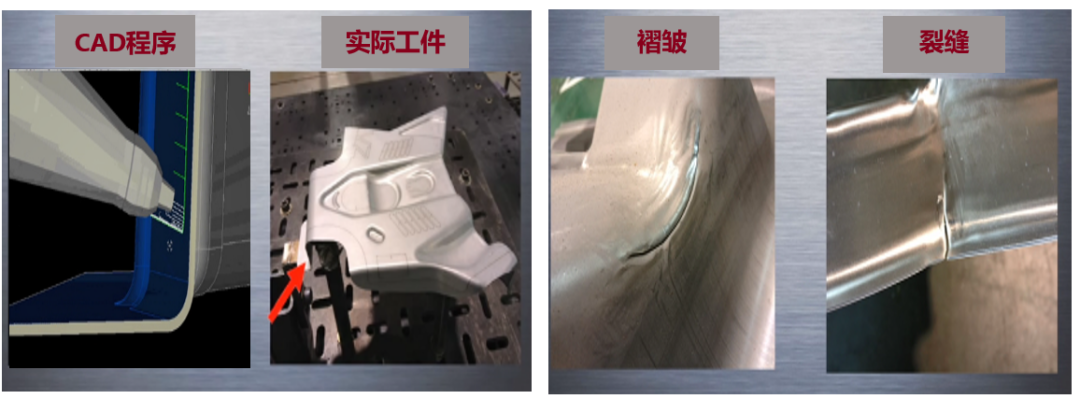
圖6 檢查工件是否有變形
04 加工非金屬時發生碰撞
加工非金屬材料亞克力板��、石英材料��、玻璃等時���,因使用高度感應功能發生碰撞(圖7)。
圖7 加工非金屬材料時開啟仿形控製引起加工頭碰撞
防止碰撞措施:切割材料保持平整。加工前按照加工條件噴嘴高度的設定值���,將加工頭移動到指定位置��,保證噴嘴和板麵為設定值。將紅圈部分的按鈕“仿形控製M代碼無效”選中(圖8)加工金屬材料時此功能複位(非黃色)。
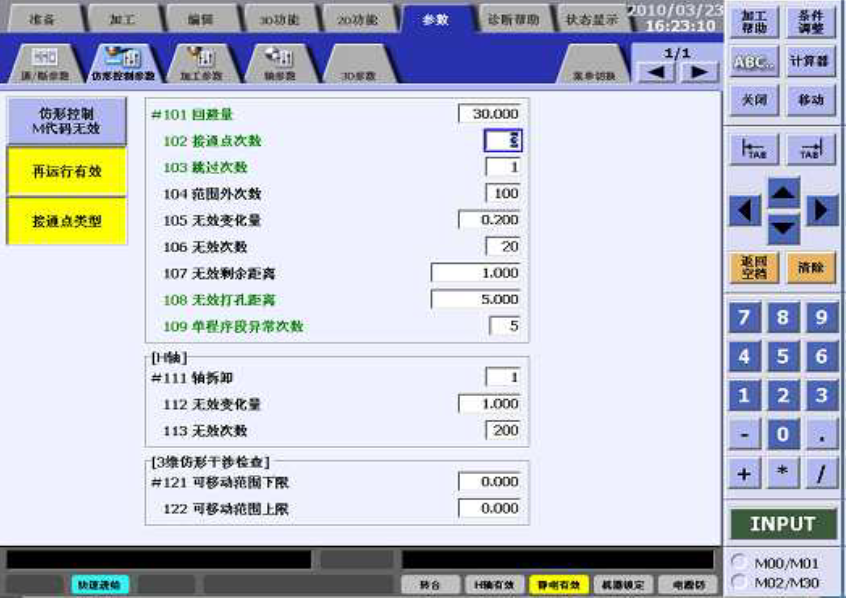
圖8 加工非金屬材料時關掉仿形控製
05 工件偏離或反彈時發生碰撞
加工過程中因移動工件沒有固定發生偏移和翹起����,加工頭高速移動時發生碰撞(圖9)。
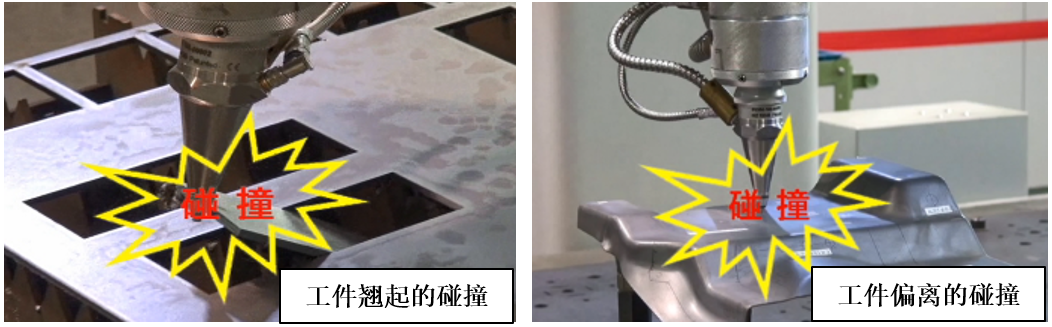
圖9 工件偏離引起加工頭碰撞
防止碰撞措施:確認支撐夾具是否固定到位��,避免晃動。工件和夾具間考慮使用工具加緊��, 以免加工時有晃動。增加微連接防止工件翹起和反彈。設置較高的退避高度�����,程序路徑修改避免工件反彈(圖10)。

圖10 確認支撐夾具和工件
06 無人盯守操作發生碰撞
現場加工機運轉期間無人盯守�,加工途中發生碰撞(圖11)。

圖11 無人操作引起加工頭碰撞
防止碰撞措施:加工機實行一人一崗專人操作製度���,禁止在設備運行時�����,無人看守��,或一人操作多台設備。建立完善的規章製度約束問題發生。
二����、易損零部件導致的碰撞
使用的非原裝的零部件�,加工途中發生高度感應故障發生碰撞(圖12)。
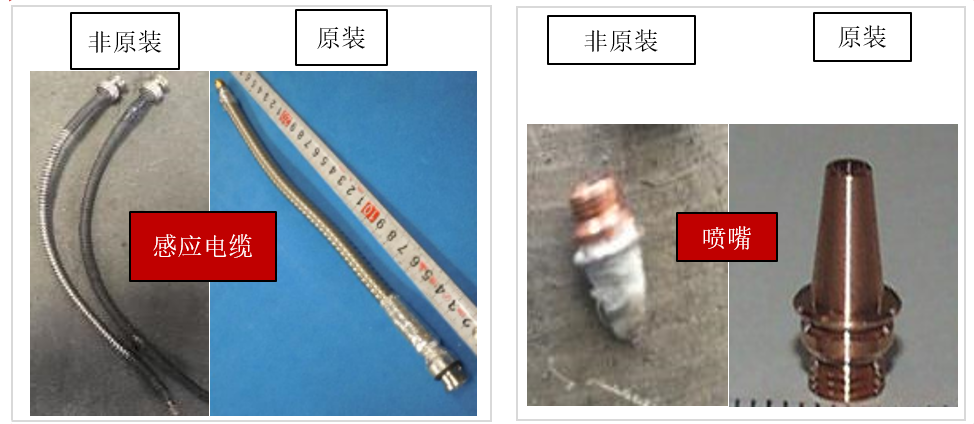
圖12 使用非原裝部件引起加工頭碰撞
防止碰撞措施:非原廠零件,其外觀相似但做工粗糙,使用過程中會產生信號傳輸異常(圖13)易發生碰撞。請從正規渠道購買三菱電機激光加工機原廠零件。

圖13 使用三菱電機正規零部件
三�、三菱電機三維激光加工機防碰撞功能
01 H軸仿形控製高度跟蹤限製(適用VZ10)
#112無效變化量:仿形發生異常時����,數據範圍在1mm以內視為正常。
#113無效次數:發生數據異常的次數����,超出設定值報警。
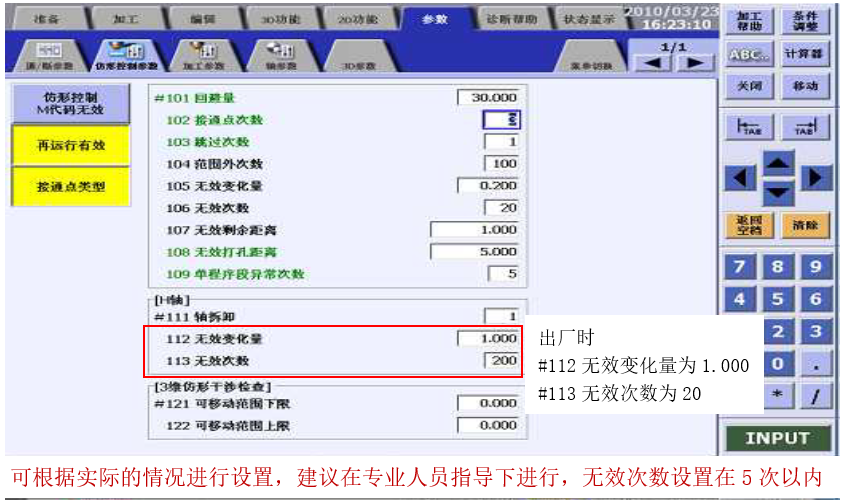
圖14 H軸仿形控製參數的設定
02 NC仿形控製高度跟蹤限製(適用機型VZ20, VZ10僅適用NC仿形)
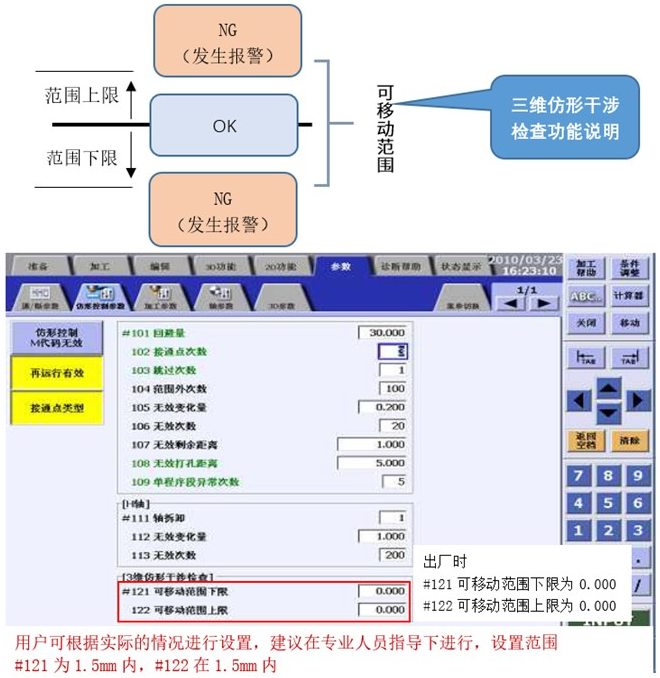
圖15 H軸仿形控製參數設定
總結及提示
以yi上shang介jie紹shao的de防fang止zhi加jia工gong頭tou碰peng撞zhuang方fang法fa���,在zai日ri常chang生sheng產chan中zhong可ke以yi減jian少shao不bu必bi要yao的de碰peng頭tou發fa生sheng�����,為wei客ke戶hu加jia工gong機ji的de安an全quan保bao駕jia護hu航hang����,在zai安an全quan的de前qian提ti下xia有you效xiao利li用yong了le加jia工gong機ji使shi用yong時shi間jian��,提ti高gao生sheng產chan效xiao率lv。如ru果guo在zai後hou續xu的de使shi用yong中zhong遇yu到dao難nan於yu處chu理li的de問wen題ti�����,還hai請qing聯lian係xi我wo們men!希望此次加工機防止碰頭的方法為您提供實際幫助。