01功能概要
可(ke)通(tong)過(guo)本(ben)功(gong)能(neng)自(zi)由(you)交(jiao)換(huan)係(xi)統(tong)間(jian)的(de)任(ren)意(yi)軸(zhou)��,在(zai)多(duo)係(xi)統(tong)中(zhong)�,可(ke)通(tong)過(guo)交(jiao)換(huan)各(ge)係(xi)統(tong)加(jia)工(gong)程(cheng)序(xu)中(zhong)指(zhi)定(ding)的(de)軸(zhou)���,更(geng)自(zi)由(you)的(de)進(jin)行(xing)加(jia)工(gong)。由(you)此(ci)可(ke)執(zhi)行(xing)通(tong)常(chang)軸(zhou)構(gou)成(cheng)中(zhong)無(wu)法(fa)完(wan)成(cheng)的(de)加(jia)工(gong)�,例(li)如(ru)使(shi)用僅第1係統具有的刀具執行第2係統的加工等��,如圖1舉例所示。
圖片1
02功能優勢
在以往沒有任意軸交換功能的情況下�����,若對程序代碼手動更換��,容易出錯且效率低�,而且操作繁瑣���,不便於檢查分析�����;若使用CAM軟件後處理方式���,定製後處理成本高。在M80A係統中采用任意軸交換的情況����,隻需在程序前添加G140交換指令��,這樣程序兼容性強����,能夠自動替換軸指令�,更加穩定可靠。
03指令格式
(1) 任意軸交換指令(G140)
G140 指令地址= 軸地址 指令地址= 軸地址 ... ;
指令地址: 任意軸交換指令(G140) 後��,用參數(#12071-#12078)設定的英文1個字符的地址指定用於移動指令等的指令地址。
軸地址: #1022設定的英文數字2個字符的地址指定執行任意軸交換的軸名稱。
例:G140 X=X2 Z=Z2 …
(2)任意軸交換返回指令(G141)
G141����;通過之前任意軸交換指令(G140) 交換的軸控製權恢複至軸交換前的狀態。
(3)基本軸配置返回指令(G142)
G142; 通過之前任意軸交換指令(G140) 交換的軸控製權恢複至通電時的狀態。
04使用案例
1.係統相關參數設置
01.基本係統參數(見圖2)

圖片2
02.基本軸參數(見圖3)
圖片3
03.機械誤差補償參數(見圖4)
圖片4
04.任意軸交換指令地址參數(見圖5)
圖片5
2.功能測試
測試係統2使用G140指令調用係統1的X1�、Y1軸分別為其X軸和Z軸���,可正常運行(如下圖6)����,客戶隻需在其臥式加工程序開頭和末尾分別加G140 X=X1 Y=Y2 Z=Y1和G141指令即可����,程序中均使用正常XYZ編程。
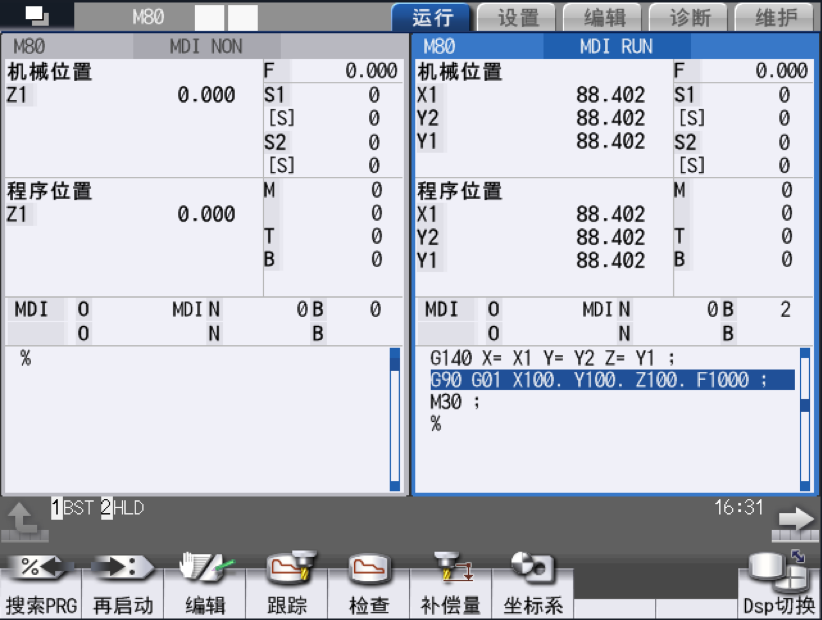
圖片6
05適用係統
此功能適用的係統及係統的版本如圖7所示。
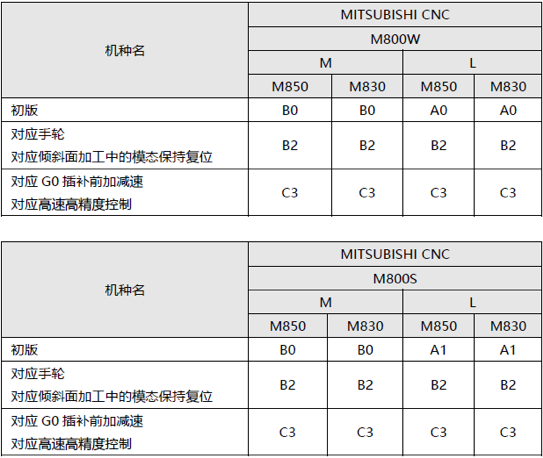
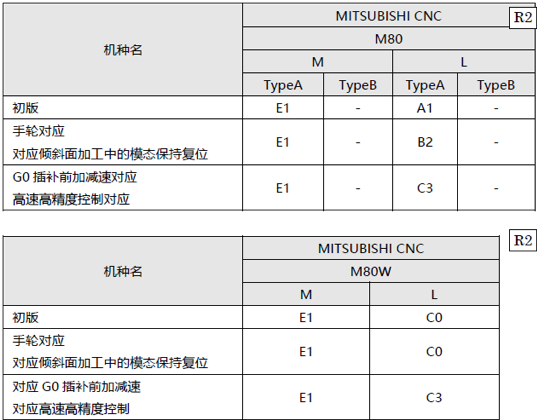
圖片7
06總結
通過任意軸交換功能的軸交換指令�,即可完成軸名稱的切換�����,不需要更改加工程序或CAM軟件後處理�,此功能在立臥機型上廣泛使用。