客(ke)戶(hu)在(zai)使(shi)用(yong)機(ji)床(chuang)過(guo)程(cheng)中(zhong)��,經(jing)常(chang)會(hui)因(yin)為(wei)突(tu)發(fa)狀(zhuang)況(kuang)造(zao)成(cheng)攻(gong)絲(si)循(xun)環(huan)中(zhong)斷(duan)�,本(ben)期(qi)主(zhu)要(yao)介(jie)紹(shao)攻(gong)絲(si)循(xun)環(huan)因(yin)突(tu)發(fa)狀(zhuang)況(kuang)中(zhong)斷(duan)後(hou)的(de)恢(hui)複(fu)方(fang)法(fa)���,幫(bang)助(zhu)廣(guang)大(da)客(ke)戶(hu)快(kuai)速(su)恢(hui)複(fu)生(sheng)產(chan)。
01 攻絲循環中斷後的報警
在攻絲循環中因突發狀況(急停�、複位�、機床斷電等)中斷���,突發狀況解除後���,移動軸時會出現“M01 攻絲返回等待中 0057”報警。
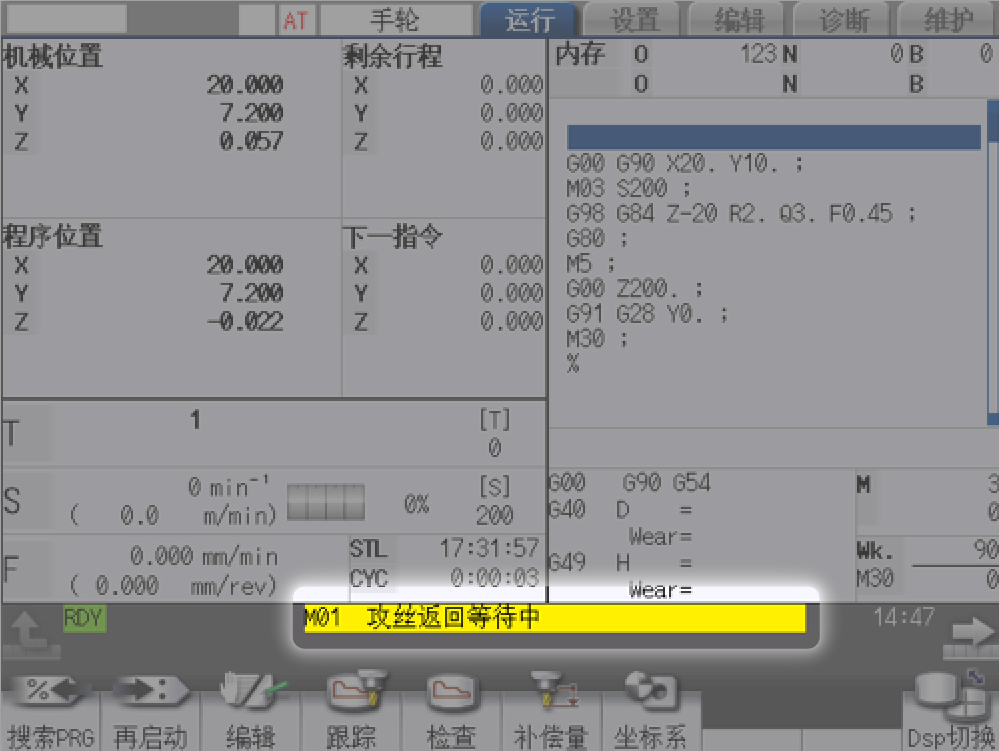
圖1
02 攻絲返回信號的介紹
“M01 攻絲返回等待中 0057”報警發生後��,需要執行攻絲返回動作�����,即接通攻絲返回信號(TRV),使絲錐從工件中脫離。

功能
在攻絲循環中因急停等中斷時�����,使絲錐從工件脫離的功能。
動作
攻絲循環時因中斷接通可攻絲返回(TRVE) 信號的狀態下����,接通攻絲返回(TRV) 信號��,則可啟動攻絲返回動作。如下執行攻絲返回:
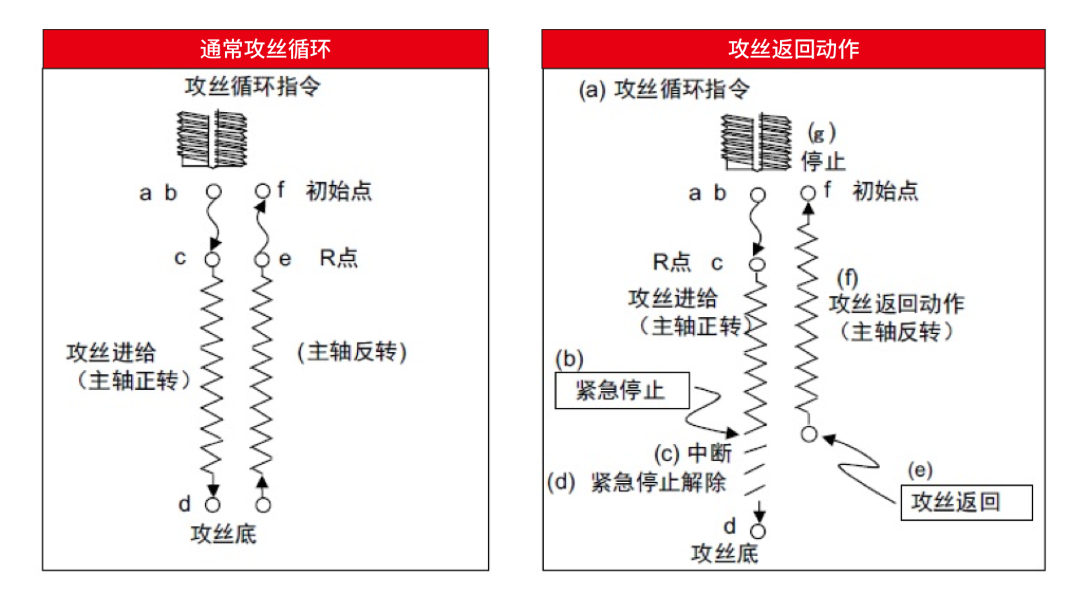
圖2
① 執行同期攻絲循環指令→ (a)
② 在攻絲循環中因急停中斷攻絲循環→ (b)
③ 可攻絲返回(TRVE) 信號接通→ (c)
④ 解除急停( 伺服準備完成(SA) 信號接通) → (d)
⑤ 接通攻絲返回(TRV) 信號→ (e)
⑥ 主軸反轉的同時攻絲軸向攻絲循環的初始點移動���,進給速度為攻絲循環時的速度→ (f)
⑦ 攻絲軸到達攻絲循環的初始點���,則主軸與攻絲軸停止����、攻絲返回動作完成→ (g)
⑧ 可攻絲返回(TRVE) 信號關閉
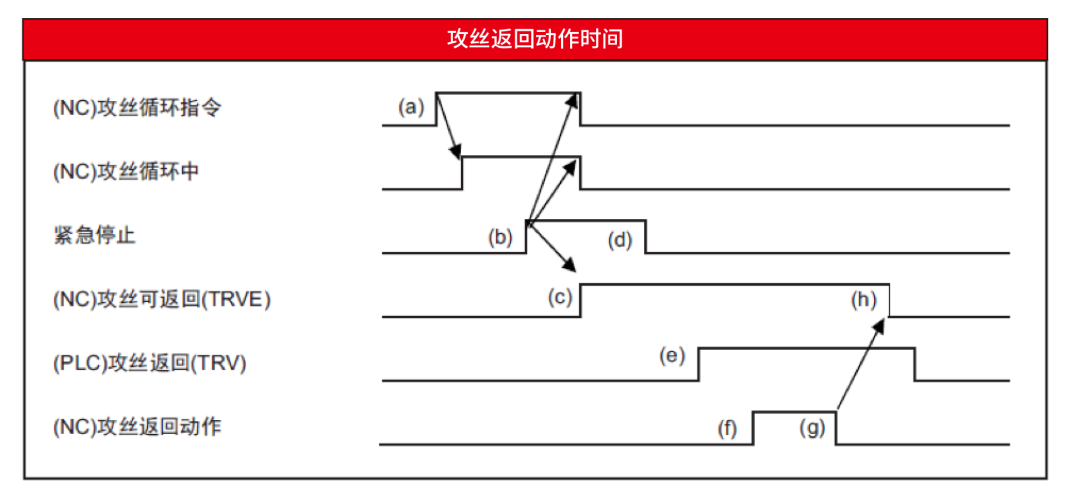
圖3
03 常見的攻絲返回信號接通方法
※攻絲返回信號接通後��,機床會自動運行�,請操作者注意機床及人身安全!
一般情況下�,機床廠家有做外置按鍵來觸發攻絲返回信號(TRV)����,客戶可以谘詢機床廠家。常見的外置按鍵有:
① 機床機械麵上的一個按鍵F1或F2
② PLC開關裏麵的一個開關
在IO診斷裏麵強製攻絲返回信號(TRV)
具體操作方法如下(以M80第1係統為例):
① 在[診斷]畫麵下選擇[I/F]診斷
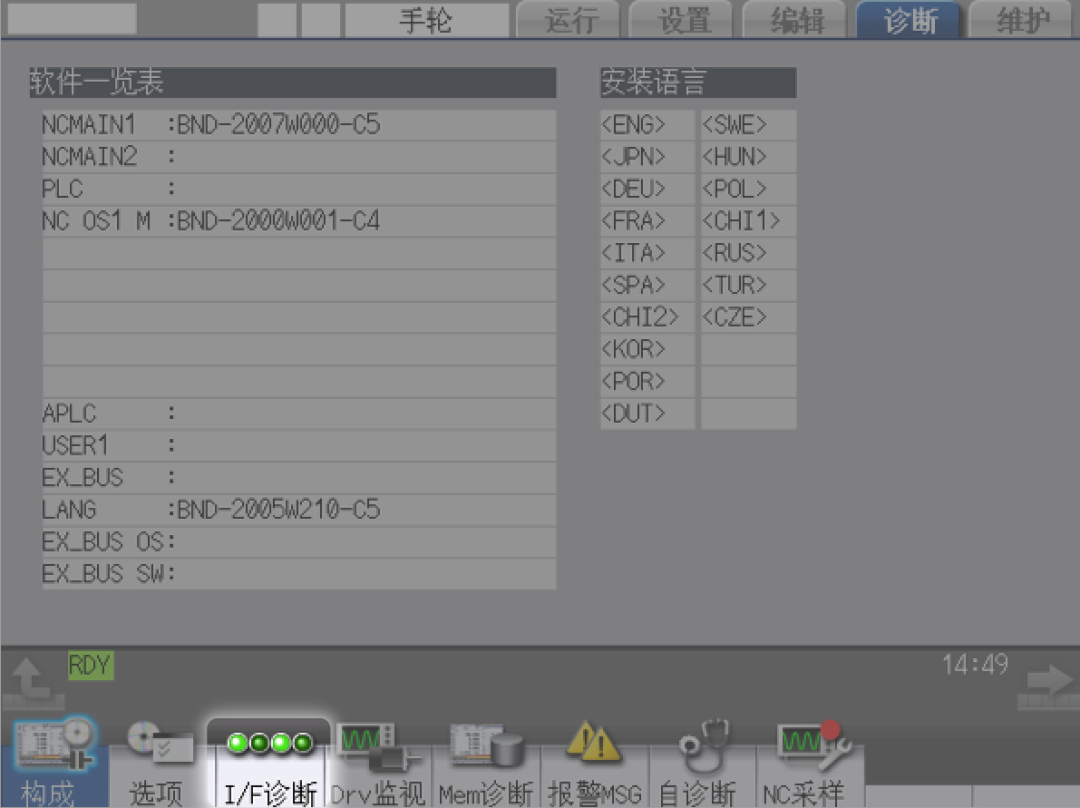
圖4
② 按[模態輸出]菜單
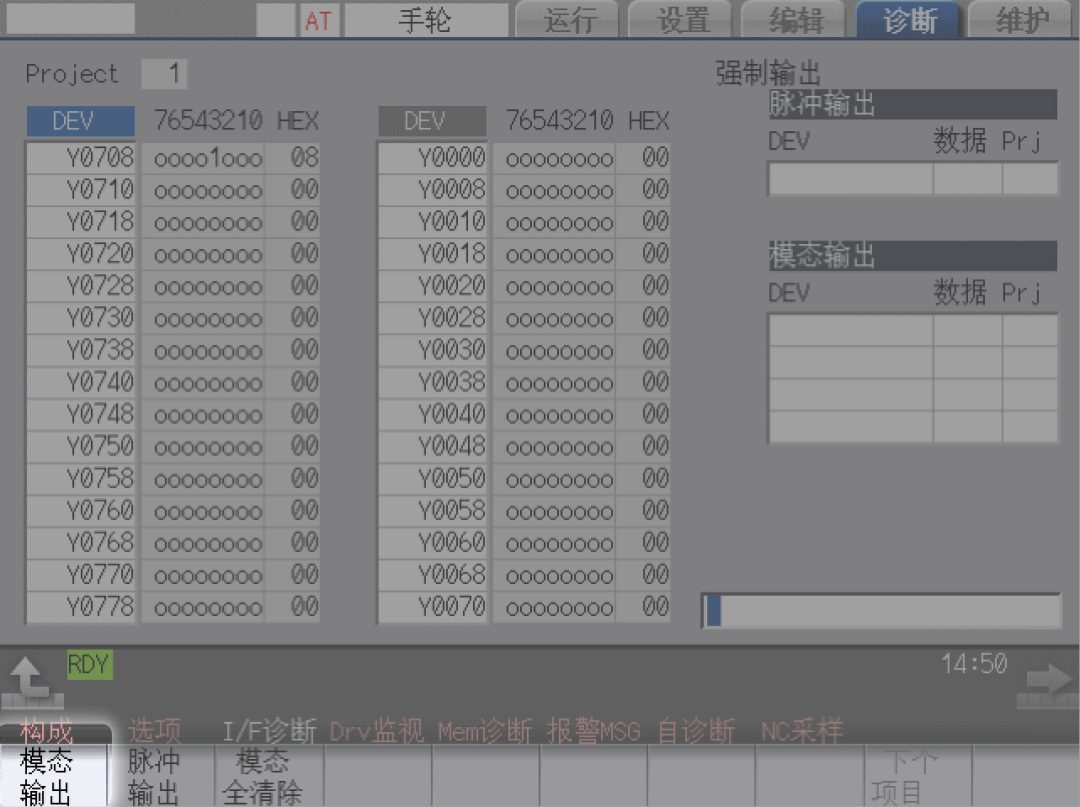
圖5
③ 輸入“YC5C/1”, 按[INPUT] 鍵
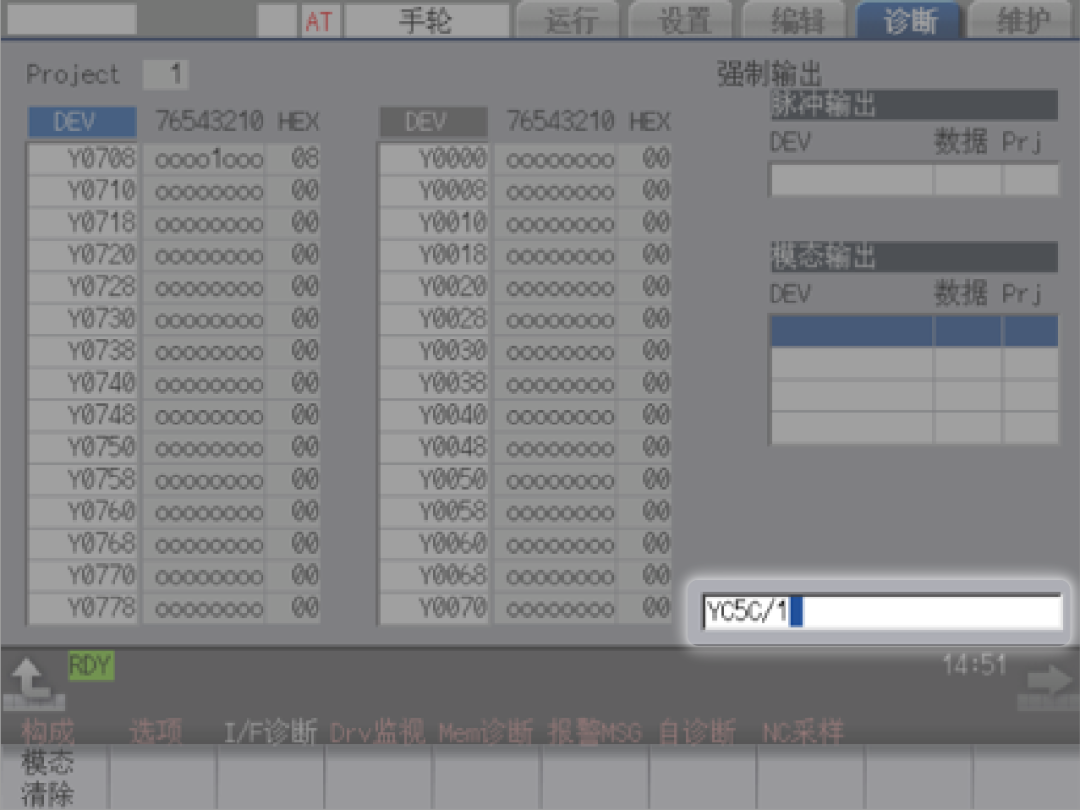
圖6
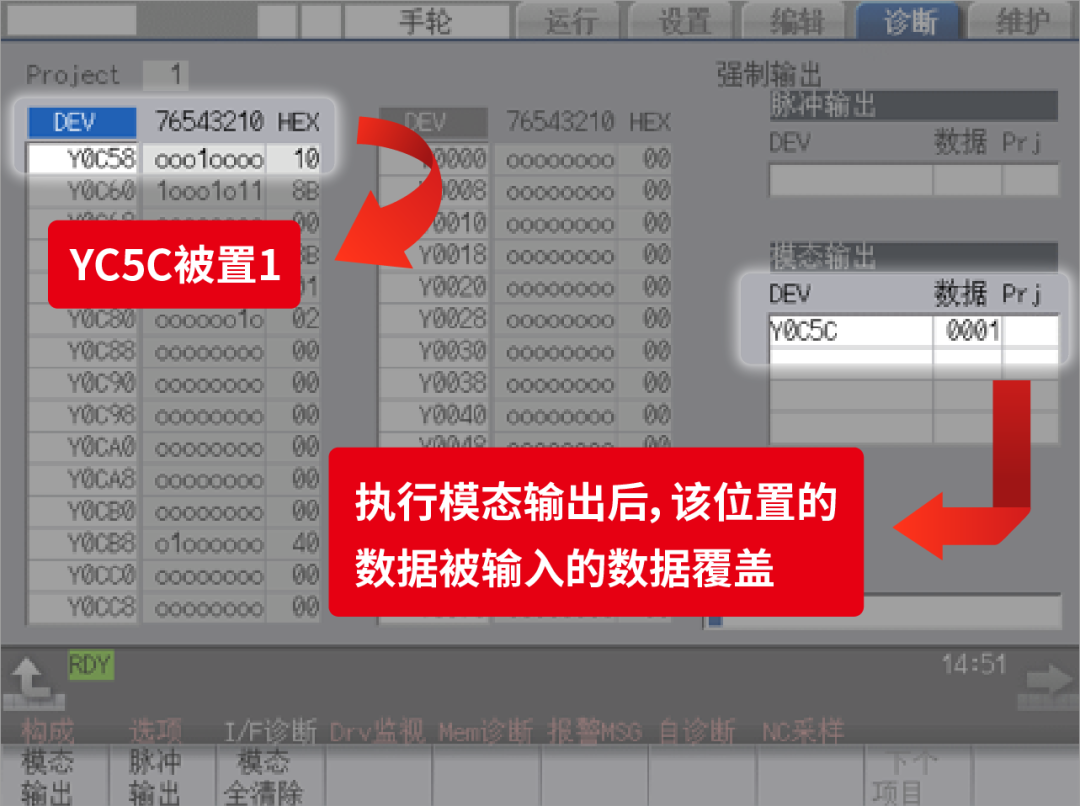
圖片7
攻絲返回(TRV) 信號接通後主軸反轉的同時攻絲軸向攻絲循環的初始點移動�����,攻絲軸到達攻絲循環的初始點���,主軸與攻絲軸停止����、攻絲返回動作完成,此時機床就可以正常運行。