注意:4月1日起�,所有技術教程將發布在
[菱機妙用]公眾號中�����,掃描以下二維碼���,
及時關注我們↓

樣條曲線插補2功能應用
本功能是自動創建平滑����,通過容差(容許誤差)範(fan)圍(wei)內(nei)的(de)曲(qu)線(xian)����,沿(yan)著(zhe)該(gai)曲(qu)線(xian)路(lu)徑(jing)執(zhi)行(xing)動(dong)作(zuo)可(ke)實(shi)現(xian)平(ping)滑(hua)加(jia)工(gong)。僅(jin)通(tong)過(guo)指(zhi)定(ding)容(rong)差(cha)量(liang)����,即(ji)可(ke)以(yi)最(zui)佳(jia)刀(dao)具(ju)軌(gui)跡(ji)與(yu)速(su)度(du)執(zhi)行(xing)動(dong)作(zuo)����,可(ke)方(fang)便(bian)實(shi)現(xian)高(gao)品(pin)質(zhi)加(jia)工(gong)�����, 簡易示圖如下圖1所示
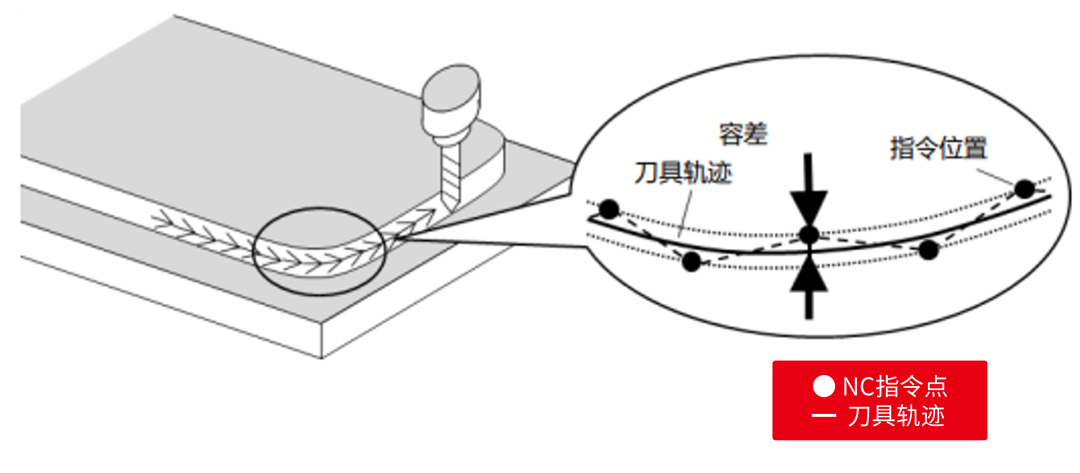
圖1
功能有效條件
① SSS控製有效(#8090=1)
② 容差控製有效(#12066=1)
③ 僅M80A或M800係列選配
④ 通過加工程序執行G61.4指令
注意:
1. 以上4個條件必須同時滿足�����,樣條曲線插補2功能才能生效。
2. 在容差控製無效狀態下執行G61.4指令時�,發生報警“P34錯誤代碼”。
3. 在樣條曲線2功能無效狀態�,執行G61.4指令時��,發生報警“P39無此規格”。
指令格式
K:容差量[mm] 直線軸
r:容差量[deg] 旋轉軸
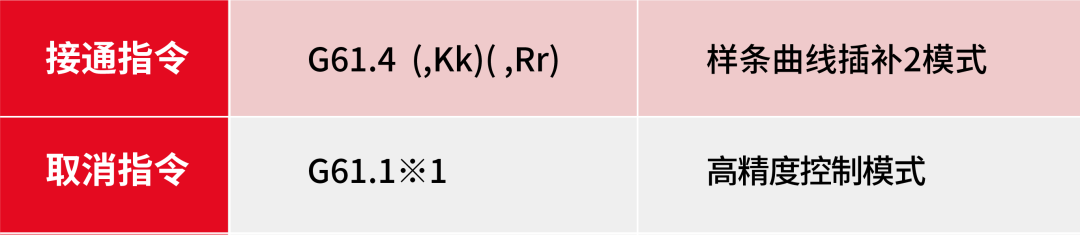
1:指定任意 G 代碼組 13��,則取消由 G61.4 指定的樣條曲線插補 2 模式�����,取消樣條曲線插補2功能G代碼指令有如下表1:

表1
容差量的指定方法
通過以下方法進行指定容差量:
① 直線軸時����,在G61.4指令賦予[,K地址]進行指定。
② 旋轉軸時�,在G61.4指令賦予[,R地址]進行指定。
③ 指定0或省略[,K 地址][,R 地址]時��,按照參#2659的設定執行動作。
④ 複位後不保持[,K 地址][,R 地址]指定的容差量。
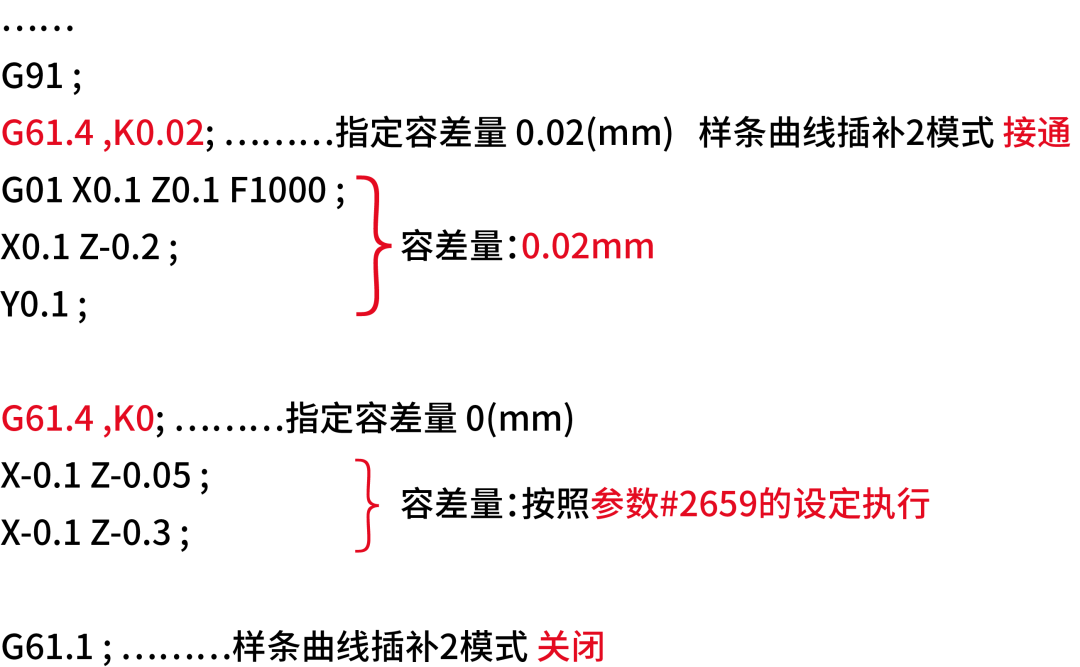
程序示例
注意事項
① 在樣條曲線插補 2 中(G61.4~至取消指令前)不執行圖形檢查的描圖。
② 在手動模式��、MDI模式����、PLC插入模式執行了樣條曲線插補2 功能��,發生報警“在樣條曲線插補 2 中執行了以下操作。”
③ 如有疑問����,請與三菱電機代理商或三菱電機技術人員聯係。
關於三菱電機自動化(中國)有限公司
作為全球自動化領域的領導廠商����,三菱電機以其優秀的自動化產品和技術服務於全球各行業用戶。在中國�����,三菱電機的PLC����、變頻器�����、伺服����、CNC��、低壓電器��、工業機器人��、加工機等產品運行在各行各業����,e-F@ctory智能製造解決方案構建出智能化工廠的框架並落地實施��,為中國經濟發展積極做出貢獻。
更多請詳見網站:https://www.mitsubishielectric-fa.cn/