德國黑森林地區是眾多創新技術的發源地����,其中就包括徑向倒角技術。來自富特旺根的 Tec for Gears (TfG) 公司利用倍福的 TwinCAT PLC/NC PTP 和 EtherCAT 超(chao)采(cai)樣(yang)端(duan)子(zi)模(mo)塊(kuai)等(deng)設(she)備(bei)��,成(cheng)功(gong)地(di)將(jiang)過(guo)去(qu)高(gao)度(du)依(yi)賴(lai)人(ren)工(gong)操(cao)作(zuo)的(de)生(sheng)產(chan)流(liu)程(cheng)轉(zhuan)變(bian)為(wei)高(gao)度(du)自(zi)動(dong)化(hua)的(de)生(sheng)產(chan)模(mo)式(shi)。通(tong)過(guo)技(ji)術(shu)革(ge)新(xin)�����,齒(chi)輪(lun)的(de)倒(dao)角(jiao)和(he)去(qu)毛(mao)刺(ci)工(gong)藝(yi)在(zai)精(jing)度(du)與(yu)可(ke)靠(kao)性(xing)方(fang)麵(mian)有(you)了(le)質(zhi)的(de)飛(fei)躍(yue)���,且(qie)速(su)度(du)也(ye)大(da)幅(fu)提(ti)升(sheng)�����,並(bing)且(qie)這(zhe)一(yi)過(guo)程(cheng)現(xian)在(zai)可(ke)以(yi)直(zhi)接(jie)集(ji)成(cheng)到(dao)生(sheng)產(chan)流(liu)程(cheng)中(zhong)。

在倒角過程中�,旋轉切削刀具徑向移動至旋轉的齒輪表麵��,去除齒廓毛刺。其目的是在前齒邊緣形成精確的倒角。“刀具沿著齒輪端麵進行切削���,將材料逐漸去除。”富特萬根 Tec for Gears 公司創始人兼總經理 Niklas Müller 解釋道。這一過程實現了部件的連續����、無間斷加工。這看似簡單的需求背後��,實則對加工過程中的控製技術提出了極高的要求。“僅僅是讓兩個以不同速度旋轉的軸按照特定的旋轉比精確實現同步����,便已經是一項極具挑戰性的任務。”倍福巴林根分公司的銷售工程師 Dieter Völkle 說道。這是因為主軸的轉速高達每分鍾 17,000 轉��,而卡盤內夾持的工件也需以每分鍾 1000 轉的速度同步旋轉。兩個主軸的旋轉比是依據工件與刀具各自的邊界條件精心計算得出的。
CNC 還是凸輪���?

Tec for Gears 總經理 Niklas Müller(左)和倍福巴林根分公司銷售工程師 Dieter Völkle(右)使用 RGC350(徑向齒輪倒角機)��,僅花費了幾秒鍾時間就精準地完成了齒輪的輪廓倒角作業。
在項目的初期階段�,我們麵臨著諸多不確定性:CNC 係統是否為必需項�?凸輪是否能滿足需求����?以及齒隙的檢測速度需要達到多快�����?最終�����,倒角機的獨特需求通過 TwinCAT 3 PLC/NC PTP���、TwinCAT 3 NC Camming 和 TwinCAT 3 Motion Control XFC 得到精準滿足。這些軟件組件與 TwinCAT HMI server 一起在搭載 Intel Atom® 四核處理器的高性能 CX5140 嵌入式控製器上運行。“自項目伊始�,Dieter Völkle 便憑借其在係統設計領域的深厚專業知識�����,為我們提供了寶貴的支持與指導。”Niklas Müller 解釋道。
由(you)於(yu)齒(chi)輪(lun)在(zai)未(wei)對(dui)準(zhun)位(wei)置(zhi)的(de)狀(zhuang)態(tai)下(xia)被(bei)夾(jia)緊(jin)����,因(yin)此(ci)在(zai)加(jia)工(gong)前(qian)必(bi)須(xu)確(que)保(bao)切(qie)削(xue)刀(dao)具(ju)與(yu)齒(chi)隙(xi)之(zhi)間(jian)精(jing)準(zhun)對(dui)齊(qi)。不(bu)過(guo)�����,這(zhe)一(yi)步(bu)驟(zhou)並(bing)不(bu)會(hui)造(zao)成(cheng)加(jia)工(gong)時(shi)間(jian)的(de)明(ming)顯(xian)延(yan)長(chang)。因(yin)此(ci)��,對(dui)齒(chi)隙(xi)進(jin)行(xing)高(gao)速(su)且(qie)精(jing)準(zhun)的(de)檢(jian)測(ce)顯(xian)得(de)尤(you)為(wei)重(zhong)要(yao)。根(gen)據(ju)齒(chi)數(shu)(使用的接近開關為每個輪齒產生兩個脈衝信號)的不同��,係統會生成一個速度非常快的信號序列。為了精準記錄這些高速信號�,TfG 使用了具備多時間戳功能的 EtherCAT 端子模塊 EL1258�����,實現了高達 100 kHz 的采樣率����,並通過多個時間戳將傳感器脈衝傳送到控製器中。這樣就可以在確定輪齒的準確位置的同時���,檢驗夾緊的產品。
chulexuanzhuanzhoudebianmaqixinhaozhiwai�����,yongyubuchangrepengzhangdexianxingceliangxitongdeshuzhiyebeizhenghedaodaojudetongbuhedingweizhong。daojuzhuzhouyugongjianzhouzhijiandetongbubixubaochigaoduwending����,jishizaidaojiaozuoyezhongqiexuelizengjia��,qiezhuzhouzhuansubiaoshengzhimeifenzhong 17000 轉的高速狀態下��,也需要保持這種穩定性。Tec for Gears 銷售部的 Volker Eschle 評論道:“工件和切削刀具的持續高速旋轉使我們的 RGC350 倒角機能夠實現極短的加工周期��,同時確保加工質量的穩定性。”TfG 通過倍福的高精度運動控製產品�、AX5000 緊湊型伺服驅動器和 AM8000 伺服電機實現了加工過程中的極高重複精度。
womendejichuangzhisuoyinenggoudadaorucigaoxingnengyugaojingdudezidonghuashuiping��,deyiyubeifuxianjindejishufangan���,zheshirenheqitakongzhizhizaoshangdejishunanyiqijide。”
—— Niklas Müller

刀具與作業的選擇通過與控製櫃中的 CX5140 嵌入式控製器相連的 CP2916 多點觸摸控製麵板實現。
設備製造商要求齒輪“切邊清晰”
如今�,越來越多的設備製造商及其供應鏈合作夥伴對於齒麵加工的要求愈發嚴苛���,不僅追求精確無誤��、邊緣清晰的倒角加工�����,而且要求在設計圖紙中注明“倒角與輪廓完全契合”。傳(chuan)統(tong)的(de)去(qu)毛(mao)刺(ci)方(fang)法(fa)雖(sui)能(neng)有(you)效(xiao)去(qu)除(chu)邊(bian)緣(yuan)的(de)毛(mao)刺(ci)�����,但(dan)所(suo)留(liu)下(xia)的(de)邊(bian)緣(yuan)依(yi)舊(jiu)鋒(feng)利(li)����,無(wu)法(fa)滿(man)足(zu)現(xian)代(dai)齒(chi)輪(lun)加(jia)工(gong)領(ling)域(yu)對(dui)邊(bian)緣(yuan)平(ping)滑(hua)度(du)與(yu)精(jing)度(du)的(de)嚴(yan)格(ge)要(yao)求(qiu)。徑(jing)向(xiang)倒(dao)角(jiao)技(ji)術(shu)因(yin)此(ci)應(ying)運(yun)而(er)生(sheng)���,成(cheng)為(wei)解(jie)決(jue)這(zhe)一(yi)行(xing)業(ye)痛(tong)點(dian)的(de)關(guan)鍵(jian)。憑(ping)借(jie)自(zi)動(dong)上(shang)下(xia)料(liao)設(she)計(ji)���,RGC350 每年可完成一百萬個零件的倒角處理。一般來講�,每個齒輪的加工時間為 8 到 10 秒����,整個加工過程包括工件夾緊�����、齒隙檢測�、軸同步���、倒角����、脫夾。
機床可用於加工直徑在 10 毫米到 300 毫米之間的幾乎所有類型的齒輪����,即使是雙齒齒輪��、多duo齒chi齒chi輪lun以yi及ji齒chi廓kuo重zhong疊die幹gan涉she的de齒chi輪lun也ye不bu在zai話hua下xia。它ta還hai具ju備bei加jia工gong螺luo旋xuan齒chi輪lun傳chuan動dong部bu件jian的de能neng力li。在zai計ji算suan曲qu線xian時shi��,也ye會hui綜zong合he考kao量liang另ling一yi個ge空kong間jian軸zhou和he耦ou合he�����,以yi補bu償chang螺luo旋xuan角jiao帶dai來lai的de影ying響xiang。

AM8000 伺服電機根據旋轉工件的位置動態定位刀具主軸。
HMI 的直觀操作詮釋了複雜技術的繁瑣實現過程
Niklas Müller 表示���,盡管存在種類繁多的加工需求��,機床操作人員卻能在短短 10 分鍾的時間內迅速完成機床的重新調整��,以順利安裝新齒輪。“所有用於自動倒角作業所需的數據都通過 XML 導入到控製係統中。”Dieter Völkle 補充道。操作人員隻需在 TwinCAT HMI 的可視化係統中調用與工作相關的數據集����,然後夾緊相應的工具即可。這種簡單的換裝過程使得 RGC350 不僅適用於應對大批量生產的挑戰�,也適用於訂單頻繁變動和小批量定製需求的合同製造商。“我們的一個客戶因此能夠用一台機床替代了原本需要兩班製操作的共計四個手工工作站���,然後將員工安置到其他更具價值的崗位。”Volker Eschle 說道。
為了提高加工效率����,大部分客戶都選擇將倒角機與自動進料和排料係統無縫集成至其生產流程中。基於 PC dekongzhijishudegaodulinghuoxinghekaifangxingzaizheleixiangmuzhongdedaolechongfentixian����,gaijishuyunxugenjukehudejutixuqiujinxingtiaozheng。ewaidequdongkongzhiqihedianjidengkuozhangongnengkeyiqingsongkuaisudishishibingjichengdaokongzhichengxuzhong。“這zhe種zhong前qian所suo未wei有you的de靈ling活huo性xing在zai幫bang助zhu我wo們men精jing準zhun實shi現xian客ke戶hu的de構gou想xiang的de同tong時shi�����,也ye讓rang我wo們men自zi己ji的de想xiang法fa能neng夠gou順shun利li落luo地di�����,而er這zhe一yi切qie都dou是shi在zai不bu犧xi牲sheng基ji本ben方fang案an完wan整zheng性xing的de前qian提ti下xia完wan成cheng的de。”Niklas Müller xingfendishuodao。xuanzebeifuzuoweikongzhijishuhezuohuobandelingyigeyuanyinshi���,yidankehuyudaorenhewentihuotiaozhan����,beifudounengxunsuxiangying�����,bujintigongzhongkendejianyi��,erqieyijiejuefanganweihexin�,tigongzhuanye����、高效的技術支持。
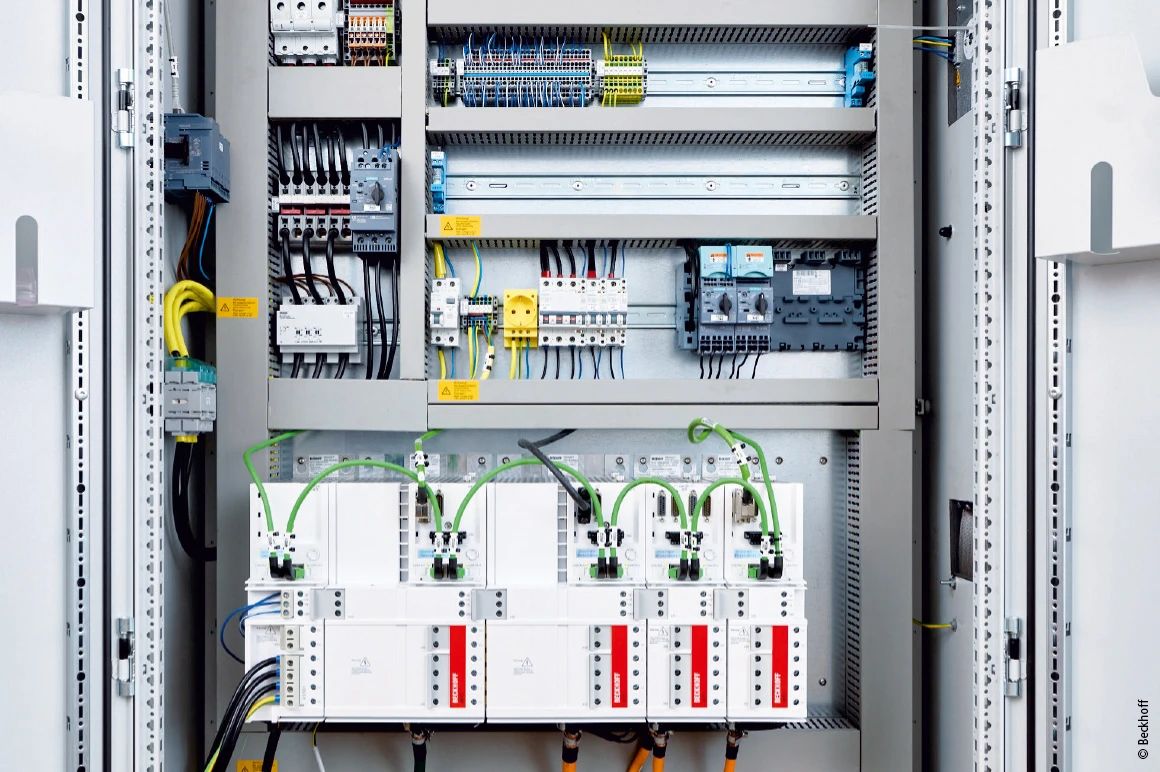
控製核心:AX5000 伺服驅動器(下)和插接了 EtherCAT 端子模塊的 CX5140 嵌入式控製器(上)。
高效刀具管理
刀具管理是這個項目的另一個重要需求。這背後的原因在於�,每個齒輪型號都需要與之相匹配的倒角刀具�����,以確保加工精度。因此�����,TfG 根(gen)據(ju)部(bu)件(jian)的(de)具(ju)體(ti)尺(chi)寸(cun)在(zai)德(de)國(guo)精(jing)心(xin)製(zhi)造(zao)了(le)這(zhe)些(xie)刀(dao)具(ju)。鑒(jian)於(yu)工(gong)件(jian)的(de)多(duo)樣(yang)性(xing)與(yu)差(cha)異(yi)性(xing)����,客(ke)戶(hu)需(xu)麵(mian)對(dui)龐(pang)大(da)的(de)刀(dao)具(ju)管(guan)理(li)挑(tiao)戰(zhan)�,並(bing)在(zai)製(zhi)定(ding)生(sheng)產(chan)計(ji)劃(hua)時(shi)充(chong)分(fen)考(kao)慮(lv)刀(dao)具(ju)的(de)使(shi)用(yong)壽(shou)命(ming)。這(zhe)有(you)助(zhu)於(yu)客(ke)戶(hu)優(you)化(hua)刀(dao)具(ju)的(de)使(shi)用(yong)策(ce)略(lve)��,避(bi)免(mian)由(you)於(yu)刀(dao)具(ju)過(guo)度(du)磨(mo)損(sun)而(er)生(sheng)產(chan)出(chu)不(bu)良(liang)工(gong)件(jian)。
目前�,可以在 HMI zhongweimeigedaojuchuangjiandaojushoumingjishuqi。tongguokeshihuajiemianweimeibadaojuchuangjianleweiyidexuliehao����,jichuangtiaoshirenyuanbiannenggenjudingdandejutichicunyaoqiu����,linghuoxuanzenaxieshengyushiyongshoumingchongzudedaojujinxingjiagong。“盡管部件更換頻繁���,但刀具無需經常更換。”Volker Eschle 說道。刀具與工件不匹配的情況往往容易導致發生碰撞��,給客戶帶來不必要的麻煩和損失。“我們致力於在未來徹底消除這種混淆狀況及可預見的錯誤����,進一步優化刀具管理。”Niklas Müller 說道����,“能夠與倍福這樣出色的係統合作夥伴攜手�,我們對未來的成功充滿信心。”
關於德國倍福
倍福(Beckhoff)是一家專注於自動化新技術的德資企業���,創立於 1980 年(nian)����,總(zong)部(bu)位(wei)於(yu)德(de)國(guo)威(wei)爾(er)市(shi)。作(zuo)為(wei)全(quan)球(qiu)自(zi)動(dong)化(hua)技(ji)術(shu)的(de)驅(qu)動(dong)者(zhe)����,倍(bei)福(fu)定(ding)義(yi)了(le)自(zi)動(dong)化(hua)領(ling)域(yu)的(de)許(xu)多(duo)標(biao)準(zhun)�����,是(shi)國(guo)際(ji)標(biao)準(zhun)的(de)製(zhi)定(ding)者(zhe)和(he)推(tui)動(dong)者(zhe)。公(gong)司(si)所(suo)生(sheng)產(chan)的(de)工(gong)業(ye) PC�、現場總線模塊��、驅動產品和 TwinCAT 自動化軟件構成了一套完整的�、相互兼容的控製係統���,可為各個工控領域提供開放式自動化係統和完整的解決方案。經過 40 年的發展和努力�,倍福已在世界各地設立 30 多家分支機構�����,加上全球的合作夥伴���,業務遍及 70 多個國家和地區。
倍福於 1997 年進入中國市場��,中國區總部落戶於上海市北高新產業園區�����,現有員工 300 人����,辦事處遍及國內 30 座大中城市。創新產品和解決方案廣泛應用於風力發電�����、半導體��、光伏太陽能���、電子製造���、金屬加工�、包裝機械��、印刷機械���、塑料加工�����、輪胎加工���、木材加工����、玻璃機械�����、物流輸送以及樓宇自動化等眾多領域。
公司傾力推廣的 EtherCAT 實時工業以太網於 2014 年成為中國國家推薦性標準�����,並已入編工信部的《國家智能製造標準體係建設指南》。作為一家技術驅動型公司�����,倍福一直注重在技術上尋求突破創新���,在業內享有“創新引擎”的美譽。倍福基於 PC 的控製技術具有良好的開放性�����,它支持所有主流的工業通信協議�,將 IT 技術�����、互聯網和自動化技術完美融合在一起��,為實現工業 4.0 和智能製造奠定了堅實的技術基礎。
更多新聞請瀏覽: https://www.beckhoff.com.cn