餘文欣
北京市醫藥器械學校
1. LOGO!應用案例簡介
DXDK90E顆粒類自動包裝機(圖 1)適用於流動性較好的顆粒類的小袋包裝(藥品衝擊類),包裝成品的形狀為三邊或四邊封合的扁平袋。該包裝機使用可熱封合的複合膜包裝材料;可自動完成製袋、計量、充填、縫合、打印批號、切易撕口、切斷、計數等包裝全過程。

圖 1:DXDK90E顆粒類自動包裝機

圖 2:自動包裝機的控製麵板
2. LOGO!應用案例功能描述
1)主傳動部分:主傳動部分靠主電機(圖 2)通過帶傳動將動力傳動給主軸。

圖 3:主電機和主傳動軸
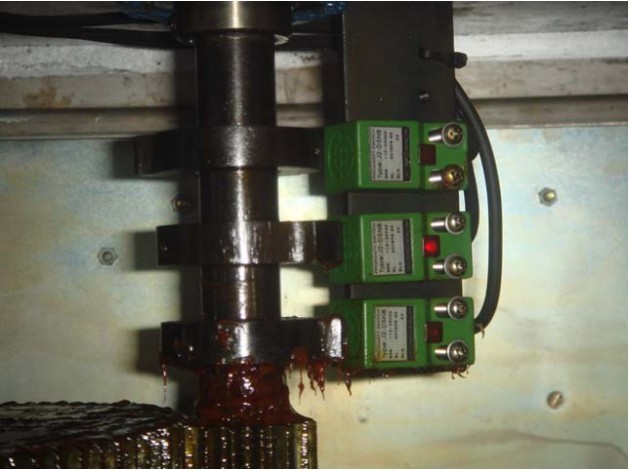
圖 4:安裝在主軸上的三個接近開關右上至下依次是熱打碼凸輪和接近開關、準停凸輪和接近開關、拉袋凸輪和接近開關。
2)拉袋部分:主軸上的拉袋發訊凸輪與拉袋接近開關發出拉袋啟動信號,啟動拉袋步進電機拉袋。

圖 5:拉袋電機和熱封與切刀的機械傳動部分
3)熱打碼部分:主軸上的熱打碼機發訊凸輪與熱打碼機接近開關發出熱打碼機啟動信號,驅動熱打碼機。
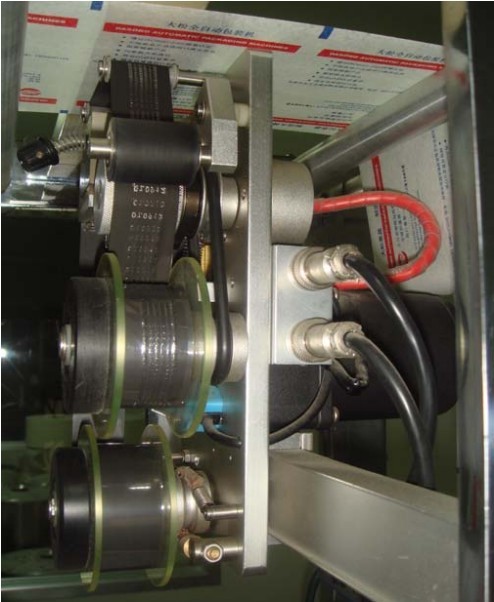
圖 6:熱打碼部分
4)熱封及切斷部分:主軸分配軸上的熱封凸輪驅動橫封、縱封、左右切刀,對成形後的包裝袋進行熱壓封合及切斷。

圖 7:熱封和切斷部分(由上向下依次是:縱封、橫封、拉袋滾輪、切刀)
5)供紙(包裝材料供送)部分:由供紙電機驅動,當控製杆接近供紙開始接近開關和供紙停止接近開關時發出供紙電機的開始信號和停止信號;當斷紙或 缺紙時時,控製杆接近斷紙接近開關並發出斷紙報警信號。

圖 8:供紙電機和供紙啟動、停止、斷紙檢測三個接近開關(按照右上至下的
順序)
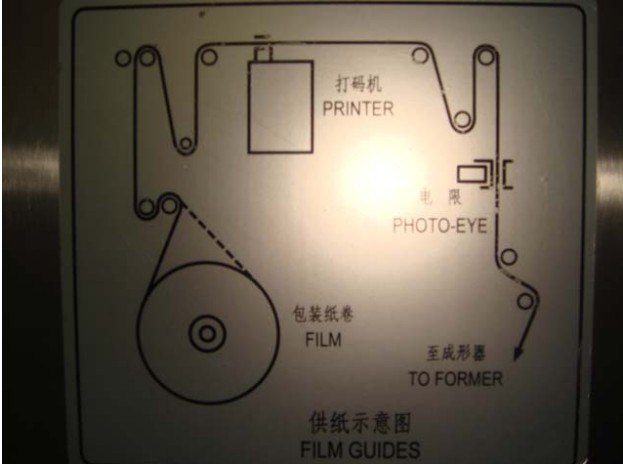
圖 9:供紙示意圖
6)計數部分:機器啟動後,每完成一個封切動作,計數一次。打開電源後計數器自動清零。
7)停機定位功能:在任何狀態停機,熱封器體均處於張開位置,避免燙壞包裝材料。
8)自動停機和報警功能:發生斷紙、無紙、卡袋故障時自動停機並報警。即當包裝材料發生斷裂或包裝材料用完(斷紙檢測見圖 8)以及包裝袋在切刀上 方發生堆積(卡袋檢測見圖 10)時,自動停機並報警,提示操作人員進行處理。

圖 10:切刀下的卡袋檢測接近開關
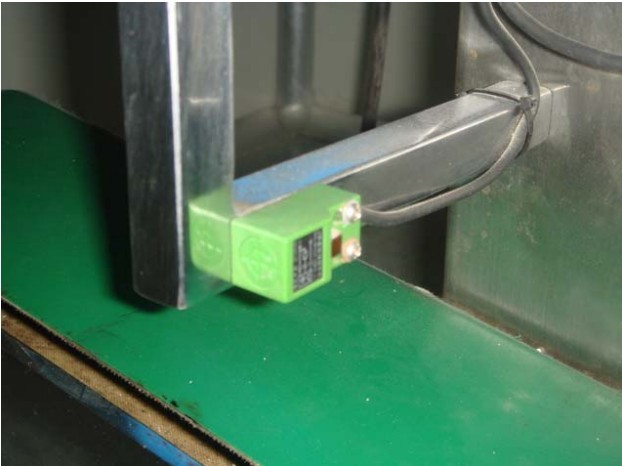
圖 11:安全門接近開關
3. 被控對象與 LOGO!的輸入和輸出接口
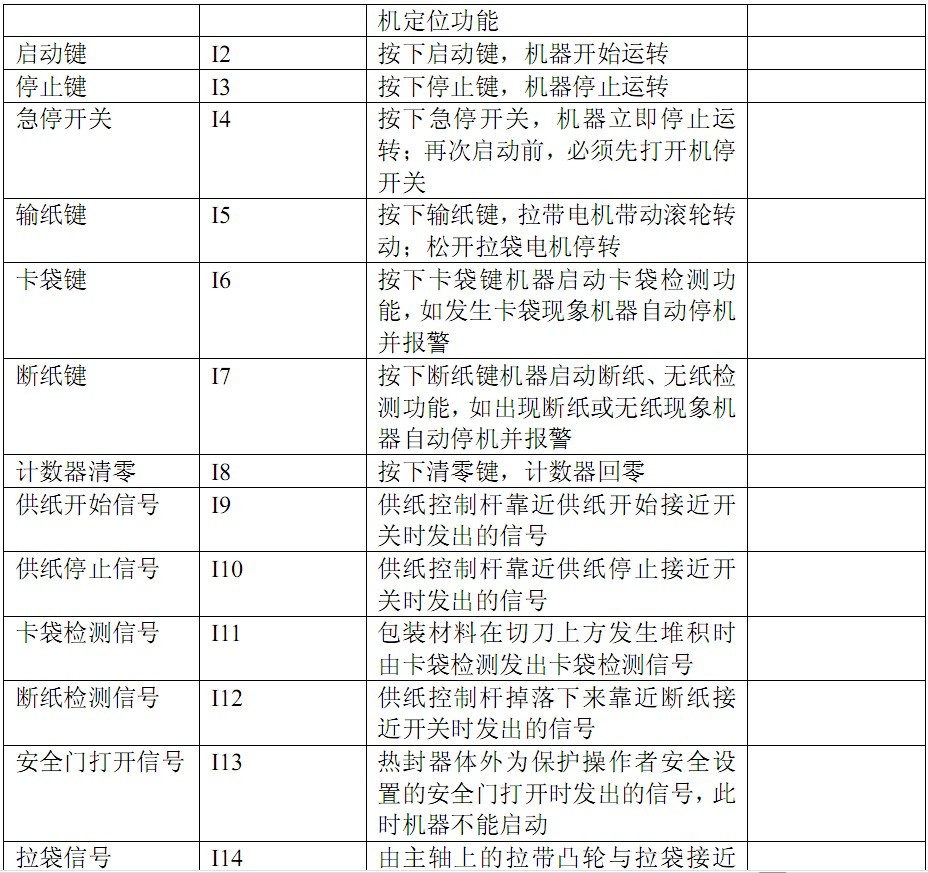

表 2 數字量輸出地址定義


4. 利用 LOGO!對被控對象控製設計方案
1)閱讀說明書,熟悉了解顆粒包裝機的工作流程
2)細致了解輸入、輸出設備,察看傳感器的位置、名稱,以及與輸出設備之間
的關係
的關係
3)了解控製過程中的安全保護措施和故障報警4)編製符合控製過程的程序
5)調試程序
5. 利用 LOGO!設計電路圖/接線圖
暫無
6. LOGO!控製程序開發
1)主電機的控製程序

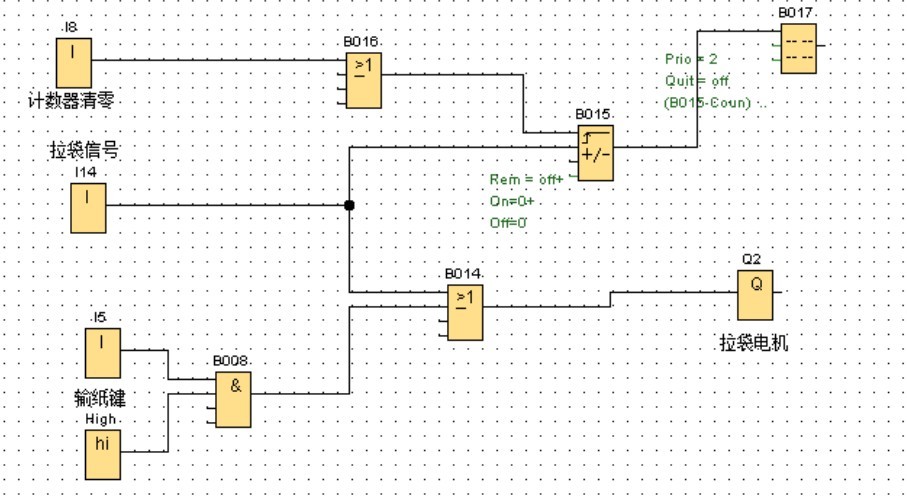
2)拉袋電機的控製及計數程序
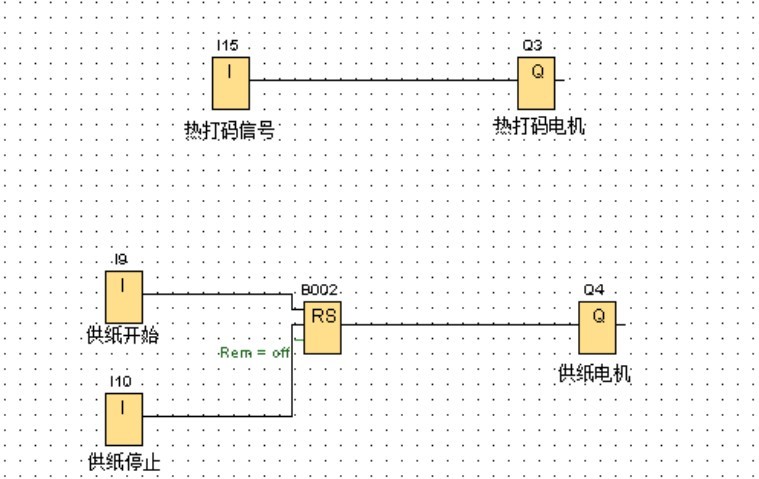
3)熱打碼和供紙電機的控製程序
4)斷紙監測和卡袋檢測

7、LOGO!擴展創新設計

圖 12:正在使用的控製櫃
1)該顆粒包裝機的拉袋電機使用步進電機驅動器控製其拉袋的時間和長度。在 LOGO中,沒有相應的功能塊,所以在我設計的程序中對拉袋電機的控製還有待完善。
2)對該型號顆粒包裝機的其他控製 LOGO基本上可以實現,但是,由於控製過程中需要的數字量信號輸入數量較多,所以需要更多的擴展塊。對於這種改變成本過高,使性價比降低。
3)顆粒包裝機對熱封的加熱溫度有較嚴格的要求,考慮到如果繼續增加輸入量會提高成本,並且該型號包裝機通過簡單控製已經可以很好地實現,所以沒有考慮在這個項目中使用模擬量的輸入。

